



ان عملوں کے ذریعے، جبڑے کی فکسڈ پلیٹ 4-8 ماہ کی سروس لائف (مادی سختی کے لیے ایڈجسٹ) کے ساتھ، زیادہ اثر والے حالات میں پہننے کی مزاحمت کو برقرار رکھتی ہے۔ دانتوں کے پہننے کے معمول کے معائنے اور بروقت الٹنا/متبادل کرشنگ کی کارکردگی کو یقینی بناتے ہیں۔
1. ٹوتھ پلیٹ کی قسم
جبڑے کولہو کی ٹوتھ پلیٹ کی کراس سیکشنل ڈھانچہ دو طرح کی ہوتی ہے: ایک ہموار سطح اور ایک جالی سطح۔ مؤخر الذکر ایک مثلث اور ایک trapezoid سطح میں تقسیم کیا جاتا ہے. مصنوعات کے سائز اور شکل کو یقینی بنانے کے لیے، عام طور پر مثلث یا ٹریپیزائڈل ٹوتھ پلیٹیں استعمال کی جاتی ہیں۔

2. دانتوں کی پلیٹ کا مواد
موجودہ جبڑے کے کولہو میں استعمال ہونے والی ٹوتھ پلیٹیں عام طور پر مینگنیج 13ZGMn13 استعمال کرتی ہیں، جس کی خصوصیت اثر بوجھ کے تحت سطح کے سخت ہونے سے ہوتی ہے۔ مینگنیج 13ZGMn13 اپنی اندرونی تہہ کی اصل دھات کو برقرار رکھتے ہوئے سخت اور لباس مزاحم سطح بنا سکتا ہے۔ جفاکشی، لہذا یہ ایک قسم کا لباس مزاحم مواد ہے جو عام طور پر کولہو میں استعمال ہوتا ہے۔
3. ٹوتھ پلیٹ میں ترمیم کا منصوبہ
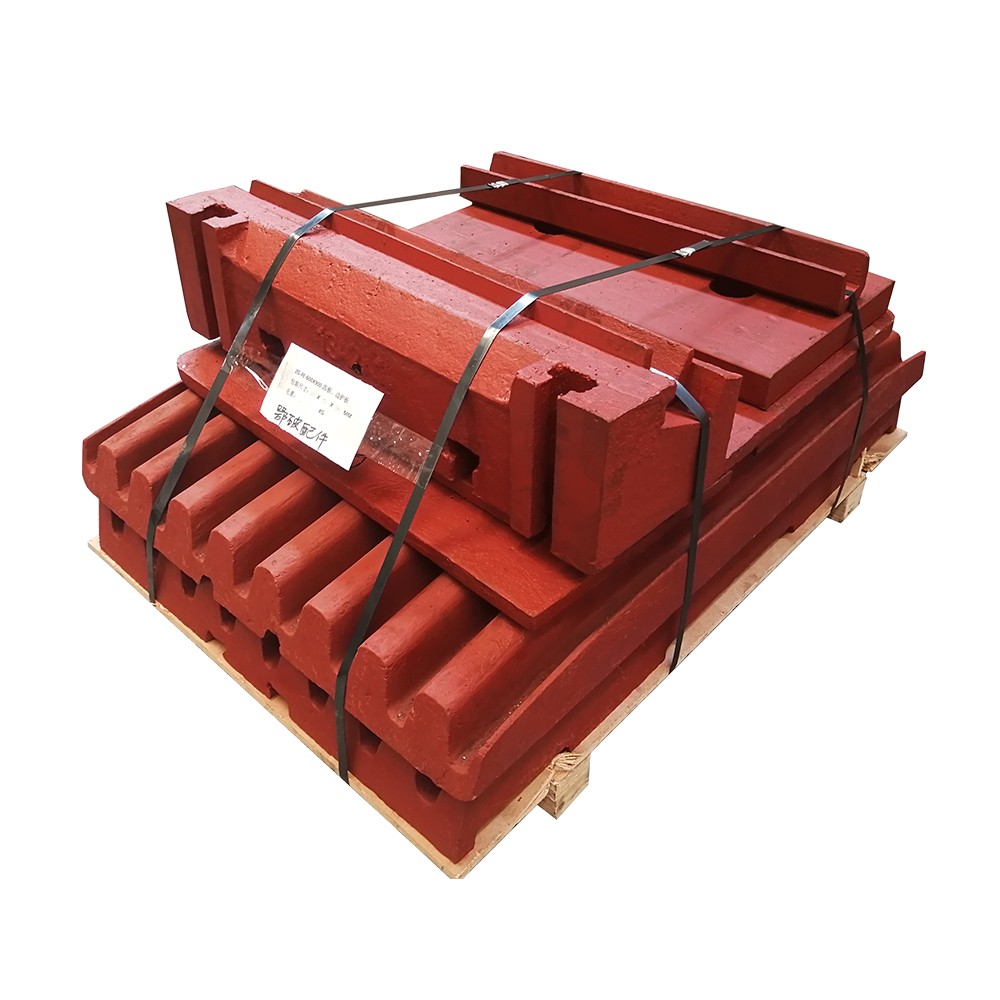
تبدیلی میں، کولہو کے کام کرنے والے حصے فکسڈ ٹوتھ پلیٹ اور حرکت پذیر ٹوتھ پلیٹ ہیں۔ حرکت پذیر دانتوں کی پلیٹ حرکت پذیر جبڑے پر لگائی جاتی ہے، اور اس کے پہننے کے اہم حصے بنیادی طور پر وسط میں مرکوز ہوتے ہیں۔ تبدیلی میں، حرکت پذیر دانتوں کی پلیٹ میں ترمیم نہیں کی گئی، بنیادی طور پر فکسڈ ٹوتھ پلیٹ۔ فکسڈ ٹوتھ پلیٹ میں ترمیم کے بعد، کیونکہ فکسڈ ٹوتھ پلیٹ فریم باڈی کے ساتھ جڑی ہوتی ہے، فکسڈ ٹوتھ پلیٹ کا وزن بڑھ جاتا ہے، اور پورے کولہو کے کام پر کوئی منفی اثر نہیں پڑتا ہے۔
4. دانت پلیٹ کی زندگی
دانتوں کی پلیٹ پر زبردست اثر اور نچوڑ قوت ہوتی ہے، اس لیے یہ بہت بری طرح پہنتی ہے۔ اس کی سروس کی زندگی کو بڑھانے کے لیے، اس کا مطالعہ دو پہلوؤں سے کیا جا سکتا ہے: ایک مواد سے اعلی لباس مزاحمتی مواد تلاش کرنا؛ دوسرا دانتوں کی پلیٹ کے ساختی ڈیزائن اور جیومیٹرک طول و عرض کا معقول طور پر تعین کرنا ہے۔












