اس آرٹیکل میں بال مل پنین کی تفصیل دی گئی ہے، ایک بنیادی ٹرانسمیشن جزو جو بیل گیئر کے ساتھ سلنڈر کو چلانے کے لیے میش کرتا ہے، جس کے لیے 20CrMnTi ایک عام مواد کے ساتھ، اعلی طاقت، درستگی، سختی، اور لباس مزاحمت کی ضرورت ہوتی ہے۔ یہ 20CrMnTi پنینز کے لیے اس کے مینوفیکچرنگ کے عمل کا خاکہ پیش کرتا ہے، بشمول خالی فورجنگ، رف/سیمی فائنشنگ (ٹرننگ، ہوبنگ)، کاربرائزنگ ہیٹ ٹریٹمنٹ، پریزیشن مشیننگ (دانت پیسنا، ڈیٹم گرائنڈنگ) اور اسمبلی۔ مزید برآں، یہ جامع معائنہ کے طریقہ کار کی وضاحت کرتا ہے جس میں خام مال (تشکیل، جعل سازی کا معیار)، گرمی کا علاج (سختی، کاربرائزڈ پرت)، دانتوں کی درستگی (پچ انحراف، رن آؤٹ) اور حتمی ٹیسٹ (سطح کا معیار، میشنگ کارکردگی، متحرک توازن) شامل ہیں۔ یہ یقینی بناتے ہیں کہ پنین ٹرانسمیشن کی کارکردگی (≥95%) اور سروس لائف (2-3 سال) کی ضروریات کو پورا کرتا ہے، مستحکم بال مل آپریشن کو سپورٹ کرتا ہے۔
بال مل پنوں کا تفصیلی تعارف، مینوفیکچرنگ کا عمل، اور معائنہ کا عمل
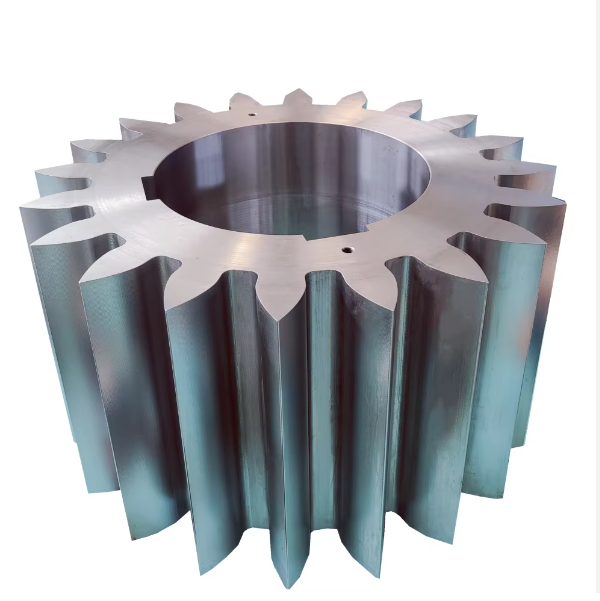
I. بال مل پنین کے افعال اور ساختی خصوصیات
بال مل پنین ٹرانسمیشن سسٹم کا بنیادی جزو ہے۔ یہ بیل گیئر (سلنڈر پر فکسڈ) کے ساتھ میش کرتا ہے تاکہ موٹر سے سلنڈر تک بجلی کو ریڈوسر کے ذریعے منتقل کر سکے، سلنڈر کو گھومنے کے لیے چلاتا ہے (عام طور پر 15-30 r/منٹ پر)۔ تیز رفتار گیئر کے طور پر (بیل گیئر سے زیادہ تیزی سے گھومتا ہے)، یہ براہ راست میشنگ اثرات اور ٹارک کا حامل ہوتا ہے، اس طرح درج ذیل خصوصیات کی ضرورت ہوتی ہے:
اعلی طاقت: دانتوں کی سطح کی سختی (≥55HRC) کے ساتھ دسیوں ہزار سے لے کر لاکھوں N·m تک کے ٹارک کو برداشت کرنے کے قابل۔
اعلی صحت سے متعلق: کم سے کم ٹوتھ پروفائل کی خرابی (≤گریڈ 6 فی جی بی/T 10095) بیل گیئر کے ساتھ ہموار میشنگ کو یقینی بنانے کے لیے، کمپن اور شور کو کم کرنا؛
اچھی جفاکشی۔: دانتوں کے کور میں اعتدال پسند سختی (سختی 25-35HRC) ہونی چاہیے تاکہ اثر کی وجہ سے فریکچر سے بچا جا سکے۔
مزاحمت پہنیں۔: دانتوں کی سطح کو سختی کے علاج کی ضرورت ہوتی ہے (مثلاً، کاربرائزنگ، بجھانے) کی سروس لائف (عام طور پر ≥10,000 گھنٹے) بڑھانے کے لیے۔
ساختی طور پر، یہ زیادہ تر a سیدھا یا ہیلیکل بیلناکار گیئر. سیدھے دانت چھوٹے اور درمیانے گیند کی چکیوں میں عام ہیں (مشین سے آسان)، جبکہ ہیلیکل دانتوں کو بڑی ملوں میں ترجیح دی جاتی ہے (ہموار میشنگ اور زیادہ بوجھ کی گنجائش)۔ ماڈیول عام طور پر 8-30 ملی میٹر تک ہوتا ہے، 15-30 دانتوں کے ساتھ۔
II بال مل پنینز کی تیاری کا عمل (ایک مثال کے طور پر 20CrMnTi کاربرائزڈ گیئرز لینا)
20CrMnTi اس کی بہترین کاربرائزنگ کارکردگی (کیس کی گہرائی 1.5-3 ملی میٹر) کی وجہ سے پنوں کے لیے ایک عام مواد ہے۔ اس کی تیاری کا عمل درج ذیل ہے:
1. خالی جعل سازی
خام مال: φ100-300mm 20CrMnTi راؤنڈ اسٹیل منتخب کیا گیا ہے، جس میں اسپیکٹرل تجزیہ اس کی ساخت کی تصدیق کرتا ہے (C 0.17-0.23%, کروڑ 1.0-1.3%, Mn 0.8-1.1%)؛
جعل سازی: 1100-1150 ℃ تک گرم کریں، پھر گیئر خالی جگہوں میں ڈائی فورج کریں (5-8mm کے مشینی الاؤنس کے ساتھ)۔ فورجنگ کے بعد، اناج کو بہتر بنانے اور سختی کو 180-220HBW تک کم کرنے کے لیے (920℃×2h، ایئر کولڈ) کو معمول پر رکھیں۔
2. کھردرا مشینی اور نیم تکمیل
کھردرا موڑ: CNC لیتھز مشین کے بیرونی دائرے، سرے کے چہرے، اور اندرونی بور (شافٹ ہول یا حب ہول)، 3-5 ملی میٹر الاؤنس چھوڑتے ہیں۔
گیئر hobbing: گیئر ہوبنگ مشین کا استعمال کرتے ہوئے دانتوں کے پروفائلز (ماڈیول 8-30 ملی میٹر) کو کاٹ کر، کاربرائزنگ اور پیسنے کے لیے 0.5-1 ملی میٹر الاؤنس کے ساتھ؛
ڈرلنگ اور ملنگ: مشین کی ویز اور بولٹ ہولز (اسپلٹ گیئرز کے لیے) ±0.1mm کی پوزیشنی رواداری کے ساتھ۔
3. کاربرائزنگ اور ہیٹ ٹریٹمنٹ
کاربرائزنگ: 920-940℃ پر 8-16 گھنٹے (کیس کی گہرائی کے حساب سے ایڈجسٹ)، 0.8-1.2% کی سطح کاربن مواد کے ساتھ، گڑھے کی قسم کی کاربرائزنگ فرنس میں کاربرائز کریں۔
بجھانا + کم درجہ حرارت کا مزاج: کاربرائزنگ کے بعد، 850℃ اور تیل بجھانے کے لیے ٹھنڈا کریں (دانتوں کی سطح کی سختی 58-62HRC)، پھر تناؤ کو دور کرنے اور طول و عرض کو مستحکم کرنے کے لیے 2 گھنٹے کے لیے 180-200℃ پر غصہ رکھیں۔
4. ختم مشینی
دانت کی سطح پیسنا: کیڑا وہیل پیسنے والی مشین کا استعمال کرتے ہوئے دانتوں کے پروفائلز کو درست طریقے سے پیسنا، مجموعی پچ کی خرابی ≤0.05mm/100mm، دانت کی سطح کی کھردری را≤0.8μm؛
تاریخ پیسنا: اندرونی بور (ٹولرینس آئی ٹی 6) اور جرنل (بیرنگ کے ساتھ مداخلت، 0.01-0.03 ملی میٹر مداخلت) کو پیس لیں، آخر کے چہرے کی کھدائی کے ساتھ ≤0.01mm/100mm؛
ہوننگ: میشنگ شور (≤85dB) کو کم کرنے کے لیے اعلیٰ درستگی والے گیئرز (را≤0.4μm) کو تیز کریں۔
5. سطح کا علاج اور اسمبلی
غیر دانتوں کی سطحوں کو زنگ ہٹانے کے لیے سینڈبلاسٹ کیا جاتا ہے، پھر زنگ مخالف پینٹ (موٹائی ≥60μm) کے ساتھ لیپت کیا جاتا ہے۔
شافٹ یا حب کے ساتھ سکڑ کر فٹ ہوجائیں (مداخلت فٹ) اور ٹھنڈا ہونے کے بعد ریڈیل رن آؤٹ چیک کریں (≤0.03mm)۔
III گیند مل پنینس کے معائنہ کے عمل
معائنہ جی بی/T 10095 کے مطابق ہے۔ انوولیٹ سلنڈریکل گیئرز کی درستگی اور جے بی/T 6396 بڑے گیئرز اور گیئر رِنگ فورجنگمندرجہ ذیل اہم اقدامات کے ساتھ:
1. خام مال اور جعل سازی کا معائنہ
سپیکٹرل تجزیہ 20CrMnTi کمپوزیشن کی تصدیق کرتا ہے (کوالیفائیڈ کروڑ اور Mn مواد)؛
جعل سازی کو UT معائنہ سے گزرنا پڑتا ہے (گریڈ I کوالیفائی کیا گیا)، بغیر کسی اندرونی شگاف یا سکڑاؤ کے؛ ٹینسائل ٹیسٹ ٹینسائل طاقت ≥1080MPa کی تصدیق کرتے ہیں۔
2. ہیٹ ٹریٹمنٹ کا معائنہ
دانت کی سطح کی سختی: راک ویل سختی ٹیسٹر (58-62HRC) سے ماپا جاتا ہے؛ بنیادی سختی (سطح کے نیچے 3 ملی میٹر) 25-35HRC؛
کاربرائزڈ پرت کا معائنہ: میٹالوگرافک تجزیہ مؤثر کیس گہرائی (1.5-3 ملی میٹر) کی پیمائش کرتا ہے، سخت پرت ≤3 میں مارٹینائٹ گریڈ کے ساتھ۔
3. دانتوں کی پروفائل کی درستگی کا معائنہ
گیئر کی پیمائش کے مرکز کے ٹیسٹ: پچ انحراف ≤±0.015mm، دانت کی سمت کی خرابی ≤0.01mm/100mm، کل پروفائل انحراف ≤0.02mm؛
ریڈیل رن آؤٹ: گیئر رن آؤٹ ٹیسٹر (≤0.03mm گیئر رِنگ کے لیے) سے ماپا جاتا ہے۔
4. تیار مصنوعات کا حتمی معائنہ
سطح کا معیار: دانتوں کی سطحوں کا پی ٹی معائنہ (کوئی دراڑ یا گڑھا نہیں)؛ دانتوں کی جڑ کا فلیٹ R≥1.5mm (تناؤ کی حراستی سے بچنے کے لیے)؛
میشنگ ٹیسٹ: بیل گیئر کے نمونے کے ساتھ میش کریں اور 1 گھنٹے تک بیکار چلائیں، بغیر کسی غیر معمولی شور اور رابطے کے دھبوں کے (≥60% دانت کی اونچائی کے ساتھ، ≥70% دانت کی لمبائی کے ساتھ)؛
متحرک توازن: گردشی رفتار کے لیے ≥300r/منٹ، غیر متوازن ≤20g·ملی میٹر/کلو۔
دانتوں کی پروفائل کی درستگی، کاربرائزنگ کوالٹی، اور اسمبلی رواداری کو سختی سے کنٹرول کرکے، پنینز بال مل ٹرانسمیشن کی کارکردگی کو ≥95% اور 2-3 سال کی سروس لائف کو یقینی بنا سکتے ہیں (کام کرنے کے حالات پر منحصر ہے)