یہ مقالہ بال مل لائنرز کا تفصیلی جائزہ فراہم کرتا ہے، سلنڈر کی اندرونی دیوار اور اختتامی کور پر نصب اہم لباس مزاحم اجزاء۔ یہ لائنرز سلنڈر اور اینڈ کور کو پیسنے والے میڈیا کے اثرات اور مادی کھرچنے سے بچاتے ہیں، مخصوص سطح کے ڈیزائن کے ذریعے پیسنے کی کارکردگی کو بڑھاتے ہیں، اور مواد کے چپکنے کو کم کرتے ہیں۔ انہیں اعلی لباس مزاحمت، مناسب سختی، اور اچھی فٹنگ کی کارکردگی کی ضرورت ہوتی ہے، جس میں عام مواد بشمول ZGMn13 ہائی مینگنیج اسٹیل (پانی کو سخت کرنے کے بعد بہترین سختی)، ہائی کرومیم کاسٹ آئرن (اعلی لباس مزاحمت)، اور بائی میٹالک مرکبات (مضبوطی اور پہننے کی مزاحمت)۔
بال مل لائنرز کا تفصیلی تعارف، مینوفیکچرنگ کا عمل، اور معائنہ کا عمل
I. بال مل لائنرز کے افعال اور ساختی خصوصیات
بال مل لائنرز لباس مزاحم اجزاء ہیں جو سلنڈر کی اندرونی دیوار اور اینڈ کور کے اندرونی حصے پر نصب ہوتے ہیں۔ وہ پیسنے والے میڈیا (اسٹیل بالز، اسٹیل سیگمنٹس) اور مواد سے براہ راست رابطہ کرتے ہیں، جو مل کے موثر آپریشن کے لیے ڈی ڈی ڈی ایچ ایچ کی حفاظتی رکاوٹ کے طور پر کام کرتے ہیں۔ ان کے بنیادی افعال میں شامل ہیں: سلنڈر اور اینڈ کور کو اثر سے بچانا اور میڈیا کو پیس کر پہننا، خاص سطح کی شکلوں کے ذریعے پیسنے کی کارکردگی کو بڑھانا (مثال کے طور پر، میڈیا اور مواد کے درمیان رابطے کے امکانات میں اضافہ)، اور سلنڈر کے اندر مواد کی آسنجن اور جمع کو کم کرنا. لائنرز کی کارکردگی اور سروس لائف بال ملز کی دیکھ بھال کی لاگت اور پیداواری کارکردگی کو براہ راست متاثر کرتی ہے۔
بنیادی کارکردگی کے تقاضے:
اعلی لباس مزاحمت: سٹیل کی گیندوں سے اعلی تعدد کے اثرات (ہزاروں N تک اثر کی قوت) اور مواد سے مسلسل کھرچنے کا مقابلہ کریں، جس کی سروس لائف ≥8,000 گھنٹے کی ضرورت ہوتی ہے۔
مناسب جفاکشی۔: سٹیل کی گیند کے اثر کی وجہ سے ٹوٹنے والے فریکچر سے بچیں (اثر سختی ≥20J/سینٹی میٹر²)؛
اچھا فٹ: آپریشن کے دوران ڈھیلے پن کی وجہ سے ہونے والے ثانوی لباس کو روکنے کے لیے سلنڈر کی اندرونی دیوار ≤1mm کے ساتھ خلا کو فٹ کریں۔
بدلنے میں آسانی: معتدل وزن (≤50kg فی ٹکڑا، بڑی ملوں کے لیے 100kg تک) باقاعدگی سے جدا کرنے اور تبدیل کرنے کے لیے۔
ساختی اور مادی خصوصیات:
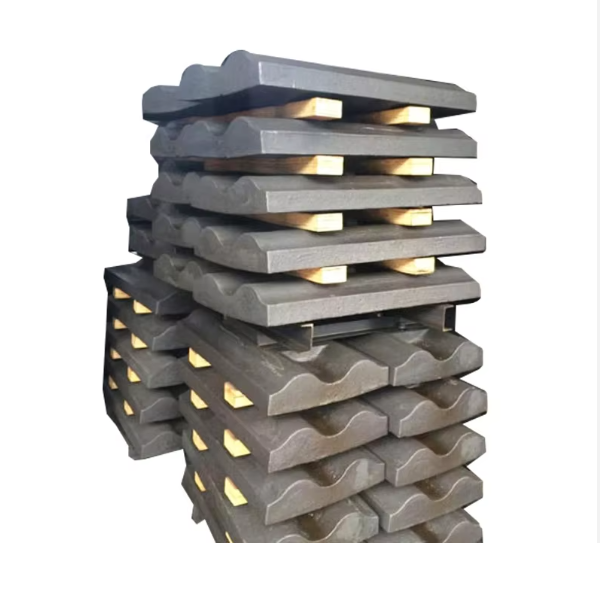
ساختی اقسام: شکل کے لحاظ سے درجہ بندی کے طور پر فلیٹ لائنر (موٹے پیسنے والے حصوں کے لیے، فلیٹ سطحوں کے ساتھ) نالیدار لائنر (میڈیا لفٹنگ کی اونچائی میں اضافہ، باریک پیسنے والے حصوں کے لیے موزوں)، اور سٹیپڈ لائنرز (میڈیا سلائیڈنگ کو کم کریں، عام طور پر گرڈ قسم کی ملوں میں استعمال ہوتا ہے)۔ کے طور پر تنصیب کی پوزیشن کی طرف سے درجہ بندی سلنڈر لائنر اور آخر کور لائنر (اینڈ کور لائنرز زیادہ تر پنکھے کی شکل کے ہوتے ہیں تاکہ اختتامی کور کے گھماؤ سے مماثل ہوں)۔
مرکزی دھارے میں شامل مواد:
ہائی مینگنیج سٹیل (ZGMn13): سب سے زیادہ استعمال کیا جاتا ہے. پانی کو سخت کرنے کے بعد، اس میں بہترین سختی ہوتی ہے (اثر سختی ≥150J/سینٹی میٹر²)، اور اس کی سطح اثر کے تحت سخت ہو جاتی ہے (300-400HBW تک سختی)، سخت پتھر اور بڑی سٹیل بال کے کام کرنے کے حالات کے لیے موزوں؛
ہائی کرومیم کاسٹ آئرن (KmTBCr20Mo): اعلی مینگنیج اسٹیل (سختی ≥58HRC) سے 2-3 گنا زیادہ لباس مزاحم لیکن کم سختی کے ساتھ (اثر سختی 10-20J/سینٹی میٹر²)، کم اثر، باریک پیسنے کے حالات (جیسے، سیمنٹ ملز) کے لیے موزوں؛
بائی میٹالک کمپوزٹ لائنرز: کاربن اسٹیل بیس (سختی کو یقینی بنانا) جس میں اعلی کرومیم کاسٹ آئرن کام کرنے والی سطح (پہننے کی مزاحمت کو بڑھانا)، دونوں مواد کے فوائد کو یکجا کرتے ہوئے، پیچیدہ کام کے حالات کے لیے موزوں۔
II بال مل لائنرز کی تیاری کا عمل (ایک مثال کے طور پر ZGMn13 ہائی مینگنیج اسٹیل لائنرز کو لینا)
1. خام مال کا انتخاب اور پگھلنا
کیمیکل کمپوزیشن کنٹرول: ZGMn13 معیارات کے مطابق سختی سے تناسب (C 1.0-1.4%, Mn 11-14%, سی ≤0.8%, P ≤0.07%, S ≤0.05%), Mn/C تناسب ≥10 کے ساتھ (پانی کے سخت اثر کو یقینی بنانے کے لیے)؛
پگھلنے کا عمل:
انٹرمیڈیٹ فریکوئنسی انڈکشن فرنس میں پگھلیں، 1500-1550℃ تک گرم کریں، اور مرکب کو ہم آہنگ کرنے کے لیے 30 منٹ کے لیے پکڑے رکھیں؛
ڈی آکسیڈیشن: آکسیجن کو دور کرنے اور گیس کے سوراخ کے نقائص سے بچنے کے لیے فیروسلیکون (0.5%) اور ایلومینیم انگوٹ (0.1%) شامل کریں۔
اناج کو کھردرا ہونے سے روکنے کے لیے ٹیپنگ کا درجہ حرارت 1450-1480℃ پر کنٹرول کریں۔
2. کاسٹنگ فارمنگ (کلیدی عمل)
مولڈ ڈیزائن: رال ریت کے سانچوں کا استعمال کریں (زرکون پاؤڈر پینٹ کے ساتھ لیپت سطح، موٹائی ≥1 ملی میٹر)، مولڈ گہا کا سائز تیار شدہ مصنوعات سے 3-5٪ بڑا ہے (ریزرونگ سکڑنا)، اور معقول ریزر (کھانے کی شرح ≥15%)؛
ڈالنے کا عمل:
ڈالنے کا درجہ حرارت 1380-1420 ℃، نیچے ڈالنے کا استعمال کرتے ہوئے (سلیگ کے داخلے سے بچنے کے لیے)، ڈالنے کا وقت 30-60 سیکنڈ فی ٹکڑا پر کنٹرول کیا جاتا ہے۔
بڑے لائنرز (واحد وزن ≥50kg) کے لیے، پگھلی ہوئی دھات کو مستحکم بھرنے کو یقینی بنانے کے لیے ایک قدم بہانے والا نظام استعمال کریں۔
شیک آؤٹ اور صفائی: کاسٹنگ 200℃ سے نیچے ٹھنڈا ہونے کے بعد ہلائیں، رائزر کو ہٹا دیں (گیس کٹنگ کا استعمال کرتے ہوئے، بعد میں پیسنے کے لیے جسم سے 10 ملی میٹر کا فاصلہ چھوڑ دیں)۔
3. پانی کو سخت کرنے کا علاج (ہائی مینگنیج اسٹیل کے لیے بنیادی عمل)
حرارتی: آہستہ آہستہ کاسٹنگ کو 1050-1100℃ (حرارتی شرح ≤100℃/h) پر گرم کریں، 2-4 گھنٹے (موٹائی پر منحصر ہے، 1 گھنٹہ فی 25mm) تک رکھیں، اس بات کو یقینی بناتے ہوئے کہ کاربائیڈز کے آسٹنائٹ میں مکمل تحلیل ہو جائیں۔
پانی بجھانا: کاسٹنگ کو فوری طور پر پانی میں ڈبو دیں (پانی کا درجہ حرارت ≤30℃) کولنگ ریٹ ≥50℃/s کے ساتھ جب تک کہ بنیادی درجہ حرارت 200℃ سے کم نہ ہو جائے، کاربائیڈ کی بارش کو روکنا۔
معائنہ: پانی کی سختی کے بعد سختی ≤230HBW، میٹالوگرافک ڈھانچہ سنگل آسٹنائٹ ہے (کوئی نیٹ ورک کاربائڈ نہیں)۔
4. مشینی
کھردری مشینی: لائنر کے پچھلے حصے کو (سلنڈر کے ساتھ فٹنگ کی سطح) کو ہموار کرنے کے لیے ≤1mm/m، 1mm فنشنگ الاؤنس چھوڑ کر ملیں۔
مشینی ختم کریں۔:
فٹنگ کی سطح کو کھردری را ≤6.3μm پر پیس لیں، سلنڈر کے ساتھ ≥80% رابطے کے علاقے کو یقینی بناتے ہوئے؛
ڈرلنگ: مشین فکسنگ بولٹ ہولز (ایپرچر φ20-φ30mm) پوزیشن انحراف کے ساتھ ±0.5mm اور سوراخ کا کھڑا ہونا ≤0.1mm/100mm؛
چیمفرنگ: تناؤ کے ارتکاز سے بچنے کے لیے تمام کناروں کو R≥3mm تک گول کریں۔
5. سطح کا علاج اور مارکنگ
صفائی: آکسائیڈ اسکیل کو ہٹانے کے لیے کام کرنے والی سطح (R12.5μm کھردری) کو سینڈ بلاسٹ کریں۔
نشان لگانا: نان ورکنگ سطحوں پر مواد (ZGMn13)، بیچ نمبر، وزن، اور پیداوار کی تاریخ کے ساتھ مہر لگائیں۔
زنگ سے بچاؤ: غیر کام کرنے والی سطحوں کو زنگ مخالف پینٹ (موٹائی ≥40μm) کے ساتھ کوٹ کریں، اور ربڑ کے سٹاپرز کے ساتھ بولٹ کے سوراخوں کو پلگ کریں۔
III بال مل لائنرز کے معائنہ کا عمل
1. خام مال اور پگھلنے کا معائنہ
فرنس سے پہلے کیمیکل تجزیہ: C اور Mn مواد کا پتہ لگانے کے لیے اسپیکٹرل تجزیہ (Mn/C تناسب ≥10 کو یقینی بنانا)، P اور S مواد کے ساتھ ≤ معیاری اوپری حدود؛
پگھلنے کے ریکارڈ: عمل کی ضروریات کی تعمیل کو یقینی بنانے کے لیے پگھلنے والے درجہ حرارت اور ڈی آکسائیڈائزر کے اضافے کی تصدیق کریں۔
2. معدنیات سے متعلق معیار کا معائنہ
بصری معائنہ: سرد شٹ گہرائی ≤1mm کے ساتھ کوئی دراڑیں، سکڑنے والے سوراخ، یا غلط راستے نہیں ہیں۔
جہتی معائنہ: ٹیپ کی پیمائش اور ٹیمپلیٹ کے ساتھ لمبائی اور چوڑائی کے انحراف (±2mm) اور موٹائی کے انحراف (±1mm) کی پیمائش کریں۔
غیر تباہ کن ٹیسٹنگ: بڑے لائنرز کے لیے 100% الٹراسونک ٹیسٹنگ (UT) (کوالیفائیڈ فی جے بی/T 7260 گریڈ II)، بغیر کسی نقص کے ≥φ3mm مساوی۔
3. پانی سخت معیار کا معائنہ
سختی کی جانچ: برنیل سختی ٹیسٹر (ایچ بی ڈبلیو 180-230) کے ساتھ کام کرنے والی سطح کی پیمائش کریں، اسی ورک پیس پر کثیر نکاتی پیمائش کے انحراف ≤20HBW کے ساتھ؛
میٹالوگرافک تجزیہ: اناج کے سائز ≥5 کے ساتھ مائکرو اسٹرکچر کا نمونہ معائنہ (آسٹنیٹک میٹرکس، کوئی کاربائیڈ ورن نہیں)۔
امپیکٹ ٹیسٹ: نمونے (αk ≥150J/سینٹی میٹر²) پر کمرے کے درجہ حرارت کے اثرات کا ٹیسٹ کروائیں، جس میں فریکچر ڈکٹائل فریکچر (ریشے دار) دکھاتا ہے۔
4. تیار مصنوعات کا حتمی معائنہ
فٹ ٹیسٹ: لائنر کو معیاری فلیٹ پلیٹ پر رکھیں، فیلر گیج ≤0.5mm کے ساتھ زیادہ سے زیادہ گیپ چیک کریں۔
بولٹ ہول کا معائنہ: یپرچر رواداری (H12) اور پوزیشن کو چیک کرنے کے لیے گیجز کا استعمال کریں تاکہ یہ یقینی بنایا جا سکے کہ بولٹ کو آزادانہ طور پر داخل کیا جا سکتا ہے۔
آزمائشی تنصیب: سلنڈر کے ساتھ آزمائشی تنصیب کے لیے تصادفی طور پر 3 لائنرز کا انتخاب کریں، سخت فٹ اور کوئی ڈھیلا پن چیک کریں۔
پانی کو سخت کرنے والے معیار اور کاسٹنگ کے نقائص کو سختی سے کنٹرول کرنے سے، ZGMn13 لائنرز درمیانے اثرات کے حالات میں 8000-12000 گھنٹے کی سروس لائف حاصل کر سکتے ہیں، جبکہ ہائی کرومیم کاسٹ آئرن لائنرز کم اثر والے باریک پیسنے والے ماحول میں 15000 گھنٹے سے زیادہ تک پہنچ سکتے ہیں۔ انتخاب مواد کی سختی اور پیسنے والے میڈیا کے سائز پر مبنی ہونا چاہئے۔