



مجموعی طور پر ساختی سپورٹ: تمام اجزاء کے وزن کو برداشت کرنا (سنکی جھاڑی، حرکت پذیر شنک، کٹورا، موٹر، وغیرہ) اور آپریشن کے دوران پیدا ہونے والی کرشنگ فورسز (ہزاروں ٹن تک)، مستحکم آپریشن کو یقینی بنانا۔
فورس ٹرانسمیشن: کرشنگ کے عمل سے فاؤنڈیشن تک عمودی اور افقی بوجھ کی تقسیم، کمپن اور شور کو کم کرنا۔
اجزاء کی پوزیشننگ: سنکی جھاڑیوں، مین شافٹ بیئرنگ، پیالے اور دیگر اہم حصوں کے لیے درست بڑھتے ہوئے سطحوں اور تلاش کرنے کی خصوصیات فراہم کرنا، ان کی درست رشتہ دار پوزیشن کو یقینی بنانا۔
حفاظتی دیوار: گھر کے اندرونی اجزاء جیسے سنکی اسمبلی اور گیئرز، دھول، پانی، اور ملبے کو داخل ہونے سے روکتے ہیں اور آپریٹرز کو حرکت پذیر حصوں سے بچاتے ہیں۔
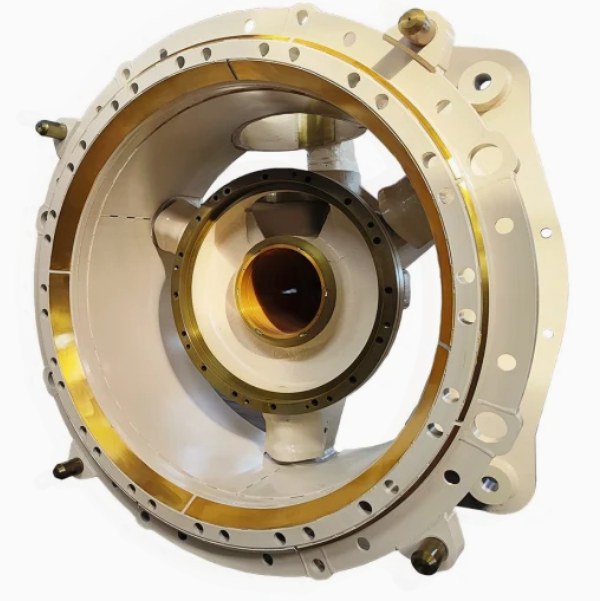
فریم باڈی: مرکزی ڈھانچہ، عام طور پر ایک کھوکھلا باکس یا بیلناکار شکل جس میں موٹی دیوار (80-200 ملی میٹر) ہوتی ہے، جو اعلیٰ طاقت والے کاسٹ اسٹیل (جیسے، ZG35CrMo) یا ویلڈڈ لو الائے اسٹیل پلیٹوں (جیسے، Q355B) سے بنی ہوتی ہے۔
بیئرنگ ہاؤسنگ: مین شافٹ بیئرنگ کو ایڈجسٹ کرنے کے لیے فریم کے نیچے یا اوپر ایک بیلناکار رسیس، جس میں درست بیئرنگ فٹ ہونے کو یقینی بنانے کے لیے ایک درست مشینی اندرونی سطح (ٹالرینس آئی ٹی 6) کے ساتھ۔
سنکی بشنگ چیمبر: فریم کے وسط میں ایک سرکلر گہا جہاں سنکی جھاڑیوں کو نصب کیا جاتا ہے، جس میں مشینی اندرونی سطح اور چکنا کرنے کے لیے تیل کی نالی ہوتی ہے۔
بڑھتے ہوئے فلانگز:
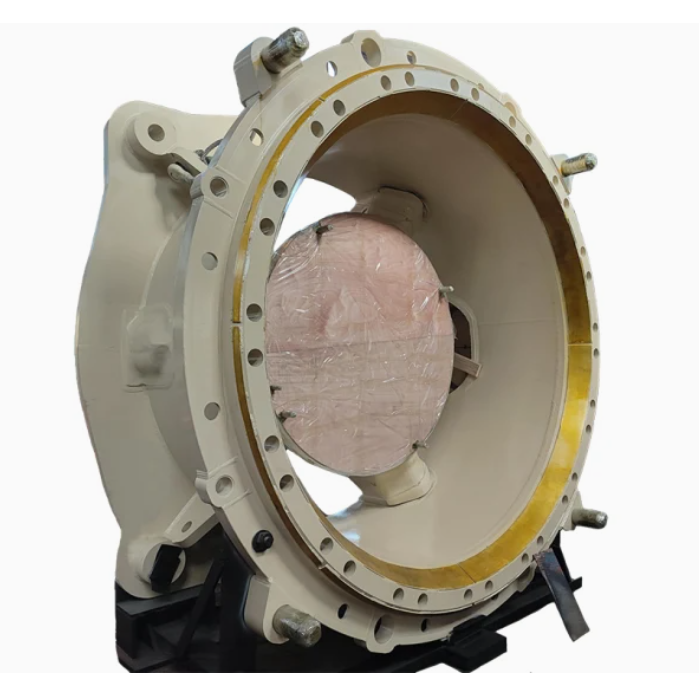
بیس فلانج: فریم کو فاؤنڈیشن تک محفوظ کرنے کے لیے بولٹ کے سوراخ کے ساتھ نیچے ایک بڑا فلینج، استحکام کو یقینی بناتا ہے۔
اپر فلانج: پیالے یا ایڈجسٹمنٹ کی انگوٹی کے ساتھ جڑنے کے لیے سب سے اوپر ایک فلینج، اکثر سیدھ کے لیے گائیڈ پن یا سلاٹ کے ساتھ۔
پسلیوں کو مضبوط کرنا: اندرونی اور بیرونی پسلیاں (30-80 ملی میٹر موٹی) فریم کی سختی کو بڑھانے اور بوجھ کے نیچے کی خرابی کو کم کرنے کے لیے شعاعی یا محوری طور پر ترتیب دی گئی ہیں۔
چکنا اور کولنگ چینلز: بیرنگ اور سنکی اجزاء کو چکنا کرنے والا تیل پہنچانے اور کچھ بڑے فریموں میں ٹھنڈا پانی گردش کرنے کے لیے سوراخ کیے گئے سوراخ یا ڈالے گئے راستے۔
معائنہ اور رسائی کے دروازے: اندرونی اجزاء کی دیکھ بھال اور معائنہ کے لیے ہٹنے کے قابل پینل یا دروازے۔
مواد کا انتخاب:
اعلی طاقت کاسٹ اسٹیل (ZG35CrMo) اس کی بہترین میکانی خصوصیات کے لیے منتخب کیا گیا ہے، بشمول تناؤ کی طاقت (≥700 ایم پی اے)، اثر سختی (≥35 J/سینٹی میٹر²)، اور اچھی کاسٹ ایبلٹی۔
پیٹرن بنانا:
ایک مکمل پیمانے پر پیٹرن لکڑی، جھاگ، یا رال سے بنا ہے، فریم کی بیرونی شکل، اندرونی گہا، پسلیوں، فلینجز، اور دیگر خصوصیات کو نقل کرتا ہے۔ سکڑنے والے الاؤنسز (1.5–2.5%) مواد اور حصے کے سائز کی بنیاد پر شامل کیے جاتے ہیں۔
مولڈنگ کے دوران اخترتی کو روکنے کے لیے پیٹرن کو تقویت دی جاتی ہے، اور کور کو اندرونی گہا اور چینلز بنانے کے لیے ڈیزائن کیا گیا ہے۔
مولڈنگ:
رال سے جڑی ریت کا استعمال کرتے ہوئے ایک ریت کا سانچہ تیار کیا جاتا ہے، جس میں نمونہ مولڈ میں رکھا جاتا ہے۔ اندرونی ڈھانچہ بنانے کے لیے کور داخل کیے جاتے ہیں، دیوار کی درست موٹائی اور خصوصیات کے درمیان جہتی تعلقات کو یقینی بناتے ہیں۔
سطح کی تکمیل کو بہتر بنانے اور ریت میں دھات کے داخلے کو روکنے کے لیے مولڈ کو ریفریکٹری واش کے ساتھ لیپت کیا جاتا ہے۔
پگھلنا اور بہانا:
کاسٹ اسٹیل کو الیکٹرک آرک فرنس میں 1520–1560°C پر پگھلا دیا جاتا ہے، کیمیائی ساخت پر سخت کنٹرول (C: 0.32–0.40%، کروڑ: 0.8–1.1%، مو: 0.15–0.25%)۔
ڈالنا 1480–1520°C پر ایک کنٹرول شدہ بہاؤ کی شرح کے ساتھ کیا جاتا ہے تاکہ اس بات کو یقینی بنایا جا سکے کہ مولڈ گہا کو بغیر کسی ہنگامہ کے مکمل بھرا جائے، جس سے نقائص پیدا ہو سکتے ہیں۔
کولنگ اور ہیٹ ٹریٹمنٹ:
تھرمل تناؤ کو کم کرنے کے لیے کاسٹنگ کو مولڈ میں آہستہ آہستہ 72-120 گھنٹے تک ٹھنڈا کیا جاتا ہے، پھر شاٹ بلاسٹنگ کے ذریعے ہٹا کر صاف کیا جاتا ہے۔
گرمی کے علاج میں اناج کی ساخت کو بہتر بنانے کے لیے نارملائزیشن (850–900°C، ایئر کولڈ) اور سختی کو 180-230 ایچ بی ڈبلیو تک کم کرنے کے لیے ٹیمپرنگ (600–650°C) شامل ہے، مشینی صلاحیت کو بہتر بناتا ہے۔
کھردرا مشینی:
کاسٹ فریم کو ایک بڑی CNC بورنگ مل یا گینٹری مل پر نصب کیا جاتا ہے تاکہ بیس فلانج، اپر فلینج، اور بیرونی حوالہ کی سطحوں کو مشین بنایا جا سکے، جس سے 5-10 ملی میٹر فنشنگ الاؤنس رہ جاتا ہے۔
بیئرنگ ہاؤسنگ اور چیمبر مشیننگ:
بیئرنگ ہاؤسنگ اور سنکی بشنگ چیمبر رف بورڈ ہیں، پھر ختم بور اور اعلی جہتی درستگی (ٹالرینس آئی ٹی 6) اور سطح کی کھردری (Ra0.8–1.6 μm) کو حاصل کرنے کے لیے اعزازی ہیں۔
تیل کی نالیوں کو بیئرنگ ہاؤسنگ اور چیمبر میں CNC کی گھسائی کرنے والی مشین کا استعمال کرتے ہوئے مشین بنایا جاتا ہے۔
فلانج اور بڑھتے ہوئے سطح کی مشینی:
بیس اور اوپری فلینجز فلیٹنیس (≤0.05 ملی میٹر/m) اور فریم کے محور (≤0.1 ملی میٹر/100 ملی میٹر) پر کھڑے ہونے کو یقینی بنانے کے لیے مکمل مشینی ہیں۔
سی این سی ڈرلنگ مشین کا استعمال کرتے ہوئے بولٹ کے سوراخوں کو ڈرل کیا جاتا ہے اور درست پوزیشن (رواداری ±0.1 ملی میٹر) پر ٹیپ کیا جاتا ہے۔
پسلی اور بیرونی سطح کی مشین کو مضبوط کرنا:
خارجی پسلیاں معدنیات سے متعلق نقائص کو دور کرنے اور یکساں طول و عرض کو یقینی بنانے کے لیے مشینی ہیں۔
ظاہری شکل کو بہتر بنانے اور پینٹنگ کو آسان بنانے کے لیے بیرونی سطح کو مکمل مشین سے بنایا گیا ہے۔
سطح کا علاج:
سنکنرن کے خلاف مزاحمت کے لیے فریم کو اینٹی رسٹ پرائمر اور ٹاپ کوٹ سے پینٹ کیا گیا ہے۔
مشینی بڑھتی ہوئی سطحوں اور بیئرنگ فٹ کو زنگ مخالف تیل یا چکنائی سے محفوظ کیا جاتا ہے۔
مواد کی جانچ:
کیمیائی ساخت کا تجزیہ مخصوص مادی معیارات کی تعمیل کو یقینی بنانے کے لیے کیا جاتا ہے۔
مکینیکل خصوصیات کی تصدیق کے لیے ٹیسٹ کے نمونوں پر تناؤ کی جانچ اور اثر کی جانچ کی جاتی ہے۔
جہتی معائنہ:
کوآرڈینیٹ میجرنگ مشین (سی ایم ایم) کا استعمال اہم جہتوں کو چیک کرنے کے لیے کیا جاتا ہے، بشمول بیئرنگ ہاؤسنگ ڈائی میٹر، فلینج فلیٹنس، اور ہول پوزیشنز۔
3D ماڈل کے خلاف مجموعی شکل اور طول و عرض کی تصدیق کے لیے لیزر سکیننگ کا استعمال کیا جاتا ہے۔
غیر تباہ کن ٹیسٹنگ (این ڈی ٹی):
الٹراسونک ٹیسٹنگ (UT) کا استعمال اندرونی نقائص کا پتہ لگانے کے لیے کیا جاتا ہے جیسے کہ فریم کے جسم اور پسلیوں میں دراڑیں اور سکڑنا۔
مقناطیسی ذرہ ٹیسٹنگ (ایم پی ٹی) سطح اور نزدیکی سطح کے علاقوں پر کی جاتی ہے، خاص طور پر بولٹ ہولز اور تناؤ کے ارتکاز کے مقامات کے آس پاس۔
مکینیکل ٹیسٹنگ:
سختی کی جانچ اس بات کو یقینی بنانے کے لیے کی جاتی ہے کہ فریم مطلوبہ سختی کی حد (180–230 ایچ بی ڈبلیو) کو پورا کرتا ہے۔
فریم کی ضرورت سے زیادہ اخترتی کے بغیر ڈیزائن کے بوجھ کو برداشت کرنے کی صلاحیت کی تصدیق کرنے کے لیے لوڈ ٹیسٹنگ کی جا سکتی ہے۔
اسمبلی اور فنکشنل ٹیسٹنگ:
مناسب فٹ اور سیدھ کو یقینی بنانے کے لیے فریم کو کلیدی اجزاء جیسے سنکی بشنگ اور مین شافٹ کے ساتھ آزمائشی طور پر اسمبل کیا گیا ہے۔
نقلی آپریشن کے دوران ضرورت سے زیادہ کمپن کی جانچ کرنے کے لیے وائبریشن ٹیسٹنگ کی جاتی ہے۔











