



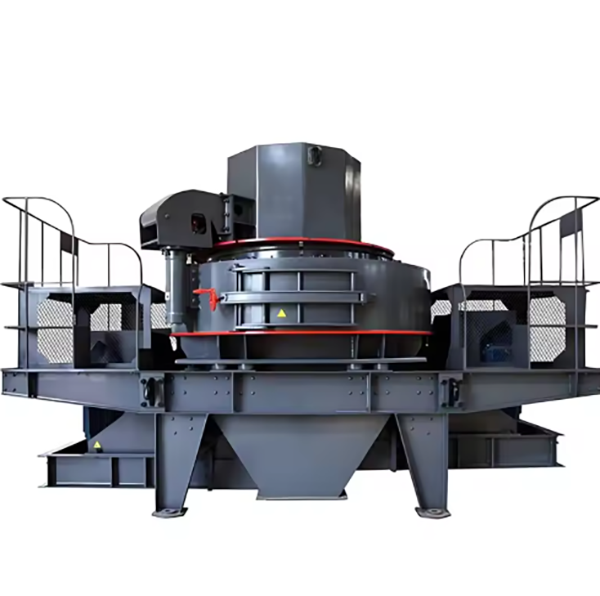
اوپری کور: ایک کاسٹ اسٹیل (ZG270-500) یا ویلڈڈ اسٹیل ڈھانچہ (Q355B) کرشنگ چیمبر کے اوپری حصے کو تشکیل دیتا ہے۔ یہ ایک فیڈنگ پورٹ اور مادی گائیڈ ڈیوائس سے لیس ہے، جس میں اثر قوتوں کو برداشت کرنے کے لیے پسلیوں کو مضبوط کیا گیا ہے۔
کرشنگ چیمبر: ایک بیلناکار گہا جس میں لباس مزاحم پلیٹیں (ہائی کرومیم کاسٹ آئرن Cr20) لگی ہوئی ہیں۔ چیمبرز کی دو قسمیں ہیں: "stone-پر-stone" (سخت مواد کے لیے) بھنور کے سائز کے لائنر کے ساتھ، اور "stone-پر-iron" (درمیانے سخت مواد کے لیے) 反击板 (اثر پلیٹ) کے ساتھ۔
لوئر فریم: ایک ہیوی ڈیوٹی کاسٹ اسٹیل (ZG35CrMo) بیس جو روٹر اور موٹر کو سپورٹ کرتا ہے، جو اینکر بولٹ کے ساتھ فاؤنڈیشن میں لگایا گیا ہے۔ اس میں ڈسچارج پورٹ اور دیکھ بھال کے لیے رسائی کا دروازہ ہے۔
روٹر ڈسک: ایک جعلی اسٹیل (42CrMo) ڈسک جس کی موٹائی 50-100 ملی میٹر ہے، جو مین شافٹ پر نصب ہے۔ اس نے مادی سرعت کے لیے مواد پھینکنے والے سر (6–12 ٹکڑے) اور بہاؤ کے راستے یکساں طور پر تقسیم کیے ہیں۔
سر پھینکنا: ہائی-کرومیم کاسٹ آئرن (Cr20–25) یا سیمنٹڈ کاربائیڈ سے بنے لباس مزاحم اجزاء، روٹر ڈسک پر بولٹ۔ ان کی شکل (مڑی ہوئی یا سیدھی) مواد پھینکنے کی رفتار اور زاویہ کا تعین کرتی ہے۔
مین شافٹ: ایک جعلی الائے اسٹیل (40CrNiMoA) شافٹ جس کا قطر 80–180 ملی میٹر ہے، جو روٹر ڈسک کو موٹر سے جوڑتا ہے۔ تیز رفتار گردش کو برداشت کرنے کے لیے اسے دونوں سروں پر اعلی صحت سے متعلق کونیی رابطہ بال بیرنگ کی مدد حاصل ہے۔
فیڈنگ ہوپر: ویلڈیڈ سٹیل کا ڈھانچہ جس میں لباس مزاحم لائنر ہے، کولہو میں مواد کی رہنمائی کرتا ہے۔ یہ فیڈنگ کی شرح کو کنٹرول کرنے کے لیے ایک کمپن فیڈر یا میٹرنگ ڈیوائس سے لیس ہے۔
مواد تقسیم کرنے والا: اوپری کور کے اندر ایک مخروطی شکل کا جزو، مواد کو دو حصوں میں تقسیم کرتا ہے: ایک حصہ سرعت کے لیے روٹر میں داخل ہوتا ہے، اور دوسرا "stone-پر-stone" کرشنگ کے لیے کرشنگ چیمبر میں گرتا ہے۔
موٹر: رفتار کی ایڈجسٹمنٹ کے لیے فریکوئنسی کنورٹر کے ساتھ ایک تیز رفتار غیر مطابقت پذیر موٹر (75–315 کلو واٹ)۔ یہ ایک کپلنگ یا وی بیلٹ ڈرائیو کے ذریعے مین شافٹ سے جڑا ہوا ہے۔
گھرنی/کمپلنگ: وی بیلٹ ڈرائیو کے لیے، مین شافٹ پر ایک بڑی گھرنی اور موٹر پر ایک چھوٹی گھرنی 1:1.2–1:1.5 کے ٹرانسمیشن تناسب کو یقینی بناتی ہے۔ جوڑے (مثال کے طور پر، لچکدار پن کپلنگ) توانائی کے نقصان کو کم کرنے کے لیے براہ راست ڈرائیو کے لیے استعمال کیے جاتے ہیں۔
چکنا کرنے کا نظام: ایک خودکار چکنائی کا چکنا کرنے والا پمپ یا پتلا تیل کا چکنا کرنے والا نظام جو بیرنگ تک چکنا کرنے والا مواد فراہم کرتا ہے۔ تیل کا پتلا نظام آئی ایس او وی جی 32 تیل استعمال کرتا ہے، جس کی بہاؤ کی شرح 2-5 L/منٹ ہے۔
کولنگ ڈیوائس: چکنا کرنے والے نظام کے لیے پانی سے ٹھنڈا یا ہوا سے ٹھنڈا ہوا ریڈی ایٹر، تیز رفتار آپریشن کے دوران تیل کا درجہ حرارت 60°C سے کم رکھتا ہے۔
بلیٹ ہیٹنگ: اسٹیل کے بلٹس کو گیس کی بھٹی میں 1150–1200°C پر گرم کیا جاتا ہے تاکہ پلاسٹکٹی کو یقینی بنایا جا سکے۔
جعل سازی: اوپن ڈائی فورجنگ کو ڈسک کی شکل بنانے کے لیے پریشان کرنے اور ڈرائنگ کے عمل کے ساتھ استعمال کیا جاتا ہے۔ اثر مزاحمت کو بڑھانے کے لیے اناج کے بہاؤ کو شعاعی سمت کے ساتھ جوڑا جاتا ہے۔
گرمی کا علاج: سختی HRC 28–32 اور تناؤ کی طاقت ≥900 ایم پی اے حاصل کرنے کے لیے 840–860°C (تیل سے ٹھنڈا) اور 560–600°C پر ٹمپرنگ۔
پیٹرن بنانا: جھاگ کے نمونے 1.5-2.0% کے سکڑنے کے الاؤنس کے ساتھ بنائے جاتے ہیں، پھینکنے والے سروں کی پیچیدہ شکل کو مدنظر رکھتے ہوئے۔
مولڈنگ: رال سے بندھے ہوئے ریت کے سانچوں کا استعمال کیا جاتا ہے، جس میں کیویٹی کو زرکونیم پر مبنی ریفریکٹری کوٹنگ کے ساتھ لیپت کیا جاتا ہے تاکہ سطح کا معیار بہتر ہو۔
پگھلنا اور بہانا:
خام مال کو انڈکشن فرنس میں 1450–1500 °C پر پگھلا دیا جاتا ہے، جس میں کرومیم اور مولیبڈینم کو کیمیائی ساخت (C 3.0–3.5%، کروڑ 20–25%) حاصل کرنے کے لیے شامل کیا جاتا ہے۔
پگھلے ہوئے لوہے کو 1400–1450 °C پر سانچے میں ڈالا جاتا ہے، جس میں شامل ہونے سے بچنے کے لیے پانی کی رفتار کو کنٹرول کیا جاتا ہے۔
گرمی کا علاج: سختی HRC 60-65 اور اچھی سختی حاصل کرنے کے لیے 980–1020 ° C (ایئر کولڈ) پر حل اینیلنگ اور 280–320 ° C پر ٹیمپرنگ۔
جعل سازی: بلٹ کو 1100–1150 ° C تک گرم کرنا، اس کے بعد قدموں اور کلیدی راستوں کے ساتھ شافٹ بنانے کے لیے درستگی کے ذریعے۔
گرمی کا علاج: سختی HRC 28–32 حاصل کرنے کے لیے 820–840°C (پانی سے ٹھنڈا) اور 500–550°C پر ٹمپرنگ، طاقت ≥835 ایم پی اے حاصل کریں۔
کھردری مشینی: CNC کی گھسائی کرنے والی مشین بیرونی دائرے، سروں کے آخری چہرے، اور سر پھینکنے کے لیے بڑھتے ہوئے سوراخوں پر کارروائی کرتی ہے، جس سے 1-2 ملی میٹر الاؤنس رہ جاتا ہے۔
صحت سے متعلق مشینی: چہرے کے آخری حصے کو چپٹا پن ≤0.05 ملی میٹر/m اور سطح کی کھردری را 1.6 μm تک پیسنا۔ دھاگے کی رواداری 6H کے ساتھ بولٹ ہولز (M16–M24) کو ڈرلنگ اور ٹیپ کرنا۔
موڑنا: CNC لیتھ بیرونی دائرے، قدموں اور کلیدی راستوں پر کارروائی کرتی ہے، جس سے 0.3–0.5 ملی میٹر پیسنے کا الاؤنس رہ جاتا ہے۔
پیسنا ۔: جرنل کی سطحیں آئی ٹی 5 رواداری اور سطح کی کھردری Ra0.4 μm پر گراؤنڈ ہیں، جو کہ سماکشی ≤0.01 ملی میٹر کو یقینی بناتی ہیں۔
ملنگ: CNC مشینی مرکز لائنر کی اندرونی سطح کو بنور یا اثر پلیٹ کے ڈیزائن سے مماثل بناتا ہے، سطح کی کھردری Ra3.2 μm کے ساتھ۔
ڈرلنگ: اوپری کور یا نچلے فریم پر درست پوزیشننگ کو یقینی بنانے کے لیے بڑھتے ہوئے سوراخوں کو ڈرل کیا جاتا ہے۔
ویلڈنگ اور تناؤ سے نجات: ویلڈنگ کے تناؤ کو ختم کرنے کے لیے ویلڈڈ اجزاء (اوپری کور، لوئر فریم) کو 600–650°C پر اینیل کیا جاتا ہے۔
ملنگ: CNC کی گھسائی کرنے والی مشین اوپری کور اور نچلے فریم کی ملاوٹ کی سطحوں کو پروسیس کرتی ہے، سخت سگ ماہی کے لیے چپٹی ≤0.1 ملی میٹر/m کو یقینی بناتی ہے۔
مواد کی جانچ:
سپیکٹرو میٹرک تجزیہ کیمیائی ساخت کی تصدیق کرتا ہے (مثال کے طور پر، پھینکنے والے سروں میں کروڑ مواد)۔
تناؤ اور اثرات کے ٹیسٹ میکانی خصوصیات کی جانچ کرتے ہیں (مثال کے طور پر، روٹر ڈسک اثر توانائی ≥60 J/سینٹی میٹر²)۔
جہتی معائنہ:
کوآرڈینیٹ ماپنے والی مشین (سی ایم ایم) کلیدی جہتوں کا معائنہ کرتی ہے: روٹر ڈسک رن آؤٹ ≤0.05 ملی میٹر، مین شافٹ جرنل قطر کی رواداری ±0.01 ملی میٹر۔
لیزر سکیننگ کرشنگ چیمبر کے اندرونی پروفائل کو چیک کرتی ہے تاکہ مواد کے زیادہ سے زیادہ بہاؤ کو یقینی بنایا جا سکے۔
غیر تباہ کن ٹیسٹنگ (این ڈی ٹی):
الٹراسونک ٹیسٹنگ (UT) روٹر ڈسک اور مین شافٹ میں اندرونی نقائص کا پتہ لگاتا ہے (نقصات >φ2 ملی میٹر مسترد)۔
میگنیٹک پارٹیکل ٹیسٹنگ (ایم پی ٹی) تھرونگ ہیڈز اور روٹر ڈسک میں سطح کی دراڑوں کا معائنہ کرتا ہے۔
کارکردگی کی جانچ:
متحرک توازن: ضرورت سے زیادہ کمپن سے بچنے کے لیے روٹر اسمبلی G2.5 گریڈ (وائبریشن ≤2.5 ملی میٹر/s) میں متوازن ہے۔
ٹیسٹ رن: بیئرنگ ٹمپریچر (≤70°C) اور شور (≤85 ڈی بی) چیک کرنے کے لیے 2 گھنٹے تک خالی دوڑیں۔ ریت کی پیداوار کی شرح، اناج کی شکل، اور پھینکنے والے سروں کے پہننے کی تصدیق کے لیے دریائی کنکروں کے ساتھ 8 گھنٹے تک ٹیسٹ لوڈ کریں۔
فاؤنڈیشن کی تیاری: کنکریٹ فاؤنڈیشن (C30 گریڈ) ایمبیڈڈ اینکر بولٹ کے ساتھ، لیولنس ≤0.1 ملی میٹر/m، 28 دنوں کے لیے ٹھیک ہے۔ شور اور وائبریشن ٹرانسمیشن کو کم کرنے کے لیے فاؤنڈیشن پر ایک وائبریشن آئسولیشن پیڈ (5-10 ملی میٹر موٹا) رکھا جاتا ہے۔
لوئر فریم کی تنصیب: نچلے فریم کو فاؤنڈیشن پر لہرایا جاتا ہے، شیمز کے ساتھ برابر کیا جاتا ہے، اور اینکر بولٹ کو مخصوص ٹارک کے 70 فیصد تک سخت کیا جاتا ہے۔
مین شافٹ اور روٹر اسمبلی: مرکزی شافٹ نچلے فریم کی بیئرنگ سیٹوں میں نصب ہے، اور روٹر ڈسک شافٹ پر نصب ہے۔ بیرنگ کو انسٹال کرنے سے پہلے چکنائی (این ایل جی آئی 2) سے چکنا کیا جاتا ہے۔
تھرونگ ہیڈز کی تنصیب: پھینکنے والے سروں کو ٹارک 扳手 (ٹارک 300–500 N・m) کے ساتھ روٹر ڈسک پر بولٹ کیا جاتا ہے، جو کہ یکساں تقسیم کو یقینی بناتا ہے۔
اوپری کور اور کرشنگ چیمبر کی تنصیب: اوپری کور کو نچلے فریم پر بولٹ کیا گیا ہے، اور مواد کے رساو کو روکنے کے لیے کرشنگ چیمبر لائنر کو گاسکیٹ کے ساتھ نصب کیا گیا ہے۔
فیڈنگ اور ڈرائیو سسٹم کی تنصیب: فیڈنگ ہوپر اوپری کور پر نصب کیا جاتا ہے، اور موٹر مین شافٹ (سماکشیائی ≤0.1 ملی میٹر) کے ساتھ منسلک ہوتی ہے۔ V- بیلٹ مناسب تناؤ کے ساتھ نصب کیے جاتے ہیں (100 N قوت کے تحت 15-20 ملی میٹر کی طرف جھکاؤ)۔
چکنا اور کولنگ سسٹم کا کنکشن: پائپ منسلک ہیں، اور پھسلن کے نظام کو بہاؤ اور دباؤ (0.2–0.4 ایم پی اے) کے لیے جانچا جاتا ہے۔
کمیشننگ:
گردش کی سمت اور استحکام کو چیک کرنے کے لیے 1 گھنٹے کے لیے خالی دوڑیں۔
مواد کے ساتھ ٹیسٹ لوڈ کریں، مطلوبہ ریت کی درجہ بندی حاصل کرنے کے لیے میٹریل ڈسٹری بیوٹر کو ایڈجسٹ کریں۔
لیک، غیر معمولی شور، یا زیادہ گرمی کے لیے تمام سسٹمز کو چیک کریں، اور ضرورت کے مطابق ایڈجسٹمنٹ کریں۔










