



وائر اسٹرینڈز: بنیادی بلڈنگ بلاکس، وارپ تاروں (طول بلد، مادی بہاؤ کے متوازی) اور ویفٹ تاروں (ٹرانسورس، مادی بہاؤ کے لیے کھڑے) میں تقسیم ہوتے ہیں۔ وہ ہائی کاربن سٹیل (Q235, 65Mn)، سٹینلیس سٹیل (304, 316)، یا خصوصی مرکب دھاتوں (مثلاً، پہننے کے خلاف مزاحمت کے لیے ہائی-کرومیم سٹیل) سے بنے ہیں۔ تار کا قطر 0.2 ملی میٹر (باریک اسکریننگ) سے لے کر 12 ملی میٹر (موٹے اسکریننگ) تک ہوتا ہے۔
میش کھولنا: ملحقہ تاروں کے درمیان کی جگہ، علیحدگی کے سائز کا تعین کرتی ہے۔ سوراخ مربع، مستطیل، یا مسدس ہیں، جن کا سائز 0.1 ملی میٹر (مائکرو اسکریننگ) سے 100 ملی میٹر (موٹے اسکریننگ) ہے۔ یکساں درجہ بندی کے لیے مربع سوراخ سب سے زیادہ عام ہیں۔
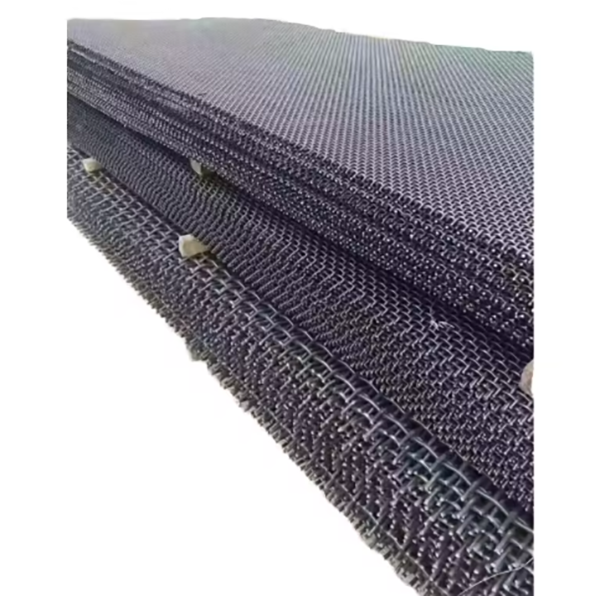
کنارے کمک: موٹی تار (2–5 ملی میٹر قطر) یا اسٹیل کی پٹیوں (3–8 ملی میٹر موٹی) سے بنا ہوا فریم یا بارڈر میش کے دائرے میں ویلڈ یا کٹا ہوا ہے۔ یہ ساختی استحکام کو بڑھاتا ہے اور اسکرین فریم پر تنصیب کو آسان بناتا ہے۔
بنے ہوئے وائر میش: سب سے عام قسم، جو سادہ، جڑواں، یا ڈچ بنو کا استعمال کرتے ہوئے وارپ اور ویفٹ تاروں کو باہم باندھ کر بنائی جاتی ہے:
سادہ ویو: ہر وارپ تار ویفٹ تاروں کے اوپر اور نیچے باری باری ہوتی ہے، درمیانی اسکریننگ کے لیے موزوں ہوتی ہے (کھولنے کا سائز 1–50 ملی میٹر)۔
ٹوئیل ویو: وارپ تاریں دو/دو ویفٹ تاروں کے نیچے سے گزرتی ہیں، جو ہیوی ڈیوٹی ایپلی کیشنز (مثلاً ایسک اسکریننگ) کے لیے زیادہ طاقت فراہم کرتی ہیں۔
ڈچ ویو: باریک وارپ تاروں اور موٹے ویفٹ تاروں کو مضبوطی سے بُننا، باریک اسکریننگ کے لیے استعمال کیا جاتا ہے (اوپننگ سائز <1 ملی میٹر)۔
ویلڈڈ وائر میش: وارپ اور ویفٹ تاروں کو ہر ایک چوراہے پر ویلڈیڈ کیا جاتا ہے، جو سخت ڈھانچہ اور کھلنے کے درست سائز فراہم کرتے ہیں (5-100 ملی میٹر کھلنے کے ساتھ مجموعی اسکریننگ کے لیے مثالی)۔
سوراخ شدہ پلیٹ میش: اسٹیل پلیٹوں (موٹائی 1–8 ملی میٹر) میں سوراخوں کے ذریعے بنایا گیا، جو زیادہ اثر مزاحمت کی وجہ سے کھرچنے والے مواد (مثلاً، گرینائٹ) کے لیے موزوں ہے۔
وائر ڈرائنگ: خام سٹیل کی سلاخوں کو ڈائی کے ذریعے کھینچا جاتا ہے تاکہ قطر کو کم کیا جا سکے اور تناؤ کی طاقت کو بڑھایا جا سکے۔ ہائی کاربن اسٹیل کے لیے، ٹوٹ پھوٹ کو کم کرنے کے لیے ڈرائنگ کے بعد اینیلنگ (700–800°C) کی جاتی ہے۔ تار قطر کی رواداری ±0.02 ملی میٹر کے اندر کنٹرول کی جاتی ہے۔
تار کو سیدھا کرنا اور کاٹنا: کھینچی ہوئی تاروں کو رولر سٹریٹنرز کا استعمال کرتے ہوئے سیدھا کیا جاتا ہے اور لمبائی میں کاٹ دیا جاتا ہے (اسکرین کی چوڑائی/لمبائی سے مماثل)۔
بنائی:
سادہ/ٹول ویو: تاروں کو لوم پر بُنا جاتا ہے، جس میں تناؤ کو کنٹرول کیا جاتا ہے (50-100 ایم پی اے) تاکہ کھلنے کے یکساں سائز کو یقینی بنایا جا سکے۔
ڈچ ویو: باریک وارپ تاروں کو مضبوطی سے باندھا جاتا ہے اور موٹے ویفٹ تاروں کے ساتھ اونچی تناؤ پر بُنے جاتے ہیں تاکہ تنگ سوراخ بن سکیں۔
کنارے کا علاج: میش کے دائرے کو جوڑ دیا جاتا ہے، ٹوٹ جاتا ہے، یا کمک کی پٹیوں کو ویلڈ کیا جاتا ہے۔ فریم میں تاروں کو محفوظ کرنے کے لیے ویلڈڈ ایجز سپاٹ ویلڈنگ (موجودہ 5–15 کے اے) کا استعمال کرتے ہیں۔
تار کی تیاری: بنے ہوئے میش کی طرح — ڈرائنگ، سیدھا، اور تاروں کو مخصوص لمبائی تک کاٹنا۔
گرڈ الائنمنٹ: وارپ اور ویفٹ تاروں کو پوزیشننگ جیگس کا استعمال کرتے ہوئے گرڈ پیٹرن میں ترتیب دیا جاتا ہے، جس سے کھلنے کے سائز کی رواداری کو یقینی بنایا جاتا ہے (باریک میش کے لیے ±0.1 ملی میٹر، موٹے جالی کے لیے ±0.5 ملی میٹر)۔
مزاحمتی ویلڈنگ: ہر چوراہے کو الیکٹروڈز کا استعمال کرتے ہوئے ویلڈ کیا جاتا ہے، پیرامیٹرز کے ساتھ: وولٹیج 2–5 V، موجودہ 10–50 کے اے، اور ویلڈ ٹائم 0.01–0.1 سیکنڈز۔ یہ کمپن کے خلاف مزاحم مضبوط، سخت جوڑ بناتا ہے۔
سطح کا علاج: زنک کوٹنگ کی موٹائی 50–100 μm کے ساتھ سنکنرن مزاحمت کے لیے اختیاری گیلوینائزنگ (ہاٹ ڈِپ یا الیکٹروپلاٹنگ)۔
پلیٹ کاٹنا: سٹیل پلیٹیں (Q235، سٹینلیس سٹیل) پلازما یا لیزر کٹنگ کا استعمال کرتے ہوئے اسکرین کے طول و عرض میں کاٹ دی جاتی ہیں۔
مکے مارنا: سوراخوں کو CNC پنچ پریسز کا استعمال کرتے ہوئے ٹھونس دیا جاتا ہے، ڈائز مطلوبہ افتتاحی شکل/سائز سے مماثل ہوتے ہیں۔ پنچنگ فورس 100-500 kN تک ہوتی ہے، پلیٹ کی موٹائی اور سوراخ کے سائز پر منحصر ہے۔
ڈیبرنگ: سوراخوں کے کناروں کو پیسنے والے پہیوں کا استعمال کرتے ہوئے تار کو پہنچنے والے نقصان کو روکنے اور ہموار مواد کے بہاؤ کو یقینی بنانے کے لیے ڈیبر کیا جاتا ہے۔
سطح کا علاج:
جستی بنانا: کاربن اسٹیل میش کے لیے، ہاٹ ڈِپ گیلوانائزنگ (450–460°C) زنک-آئرن مرکب کی تہہ بناتی ہے، جس سے سنکنرن مزاحمت میں اضافہ ہوتا ہے (بیرونی ماحول میں سروس لائف 5-10 سال)۔
پالش کرنا: سٹینلیس سٹیل کی میش کو Ra0.8–1.6 μm سطح کی کھردری پر پالش کیا جاتا ہے، جس سے مواد کے چپکنے کو کم کیا جاتا ہے۔
کوٹنگ: انتہائی کھرچنے کے خلاف مزاحمت کے لیے تار کی سطحوں پر اختیاری پولی یوریتھین یا ربڑ کی کوٹنگ (1–3 ملی میٹر موٹی) (مثلاً کان کنی کی درخواستیں)۔
سلٹنگ اور سائزنگ: بڑی میش شیٹس کو کینچی یا لیزر کٹر کا استعمال کرتے ہوئے اسکرین فریم کے طول و عرض میں کاٹا جاتا ہے، لمبائی/چوڑائی کی رواداری ±1 ملی میٹر۔
فریم اسمبلی: ماڈیولر اسکرینوں کے لیے، کمپن کو کم کرنے اور مواد کے رساو کو روکنے کے لیے ربڑ کی گسکیٹ کا استعمال کرتے ہوئے میش کو اسٹیل کے فریم (زاویہ آئرن یا چینل اسٹیل) سے باندھ دیا جاتا ہے۔
مواد کی جانچ:
تار کے کناروں کی تناؤ کی جانچ طاقت کو یقینی بناتی ہے (مثال کے طور پر، 65Mn سٹیل: تناؤ کی طاقت ≥1000 ایم پی اے)۔
کیمیائی ساخت کا تجزیہ (سپیکٹومیٹری) مواد کے درجے کی تصدیق کرتا ہے (مثال کے طور پر، 304 سٹینلیس سٹیل: کروڑ ≥18%، نی ≥8%)۔
جہتی معائنہ:
کیلیپرز یا آپٹیکل کمپریٹرز کا استعمال کرتے ہوئے کھولنے کے سائز کی پیمائش، تصریحات کی تعمیل کو یقینی بنانا (مثال کے طور پر، ±0.2 ملی میٹر رواداری کے ساتھ 10 ملی میٹر کھلنا)۔
ناہموار اسکریننگ سے بچنے کے لیے انحراف ≤2 ملی میٹر فی میٹر کے ساتھ سیدھے کنارے کا استعمال کرتے ہوئے میش فلیٹنس چیک کریں۔
ساختی سالمیت کی جانچ:
ویلڈ کی طاقت کا ٹیسٹ: ویلڈیڈ میش کے لیے، تاروں کے چوراہوں پر ٹیسٹ کھینچیں (5 ملی میٹر تاروں کے لیے کم از کم بریکنگ فورس ≥5 kN)۔
رگڑ مزاحمت ٹیسٹ: نمونے ASTM G65 خشک ریت کے کھرچنے کی جانچ کے ساتھ ہیں، وزن میں کمی ≤5 g/1000 سائیکل ہائی-کرومیم اسٹیل کے لیے۔
کارکردگی کی توثیق:
اسکریننگ کی کارکردگی کا ٹیسٹ: درجہ بندی شدہ مواد کا ایک نمونہ اسکرین کیا جاتا ہے، جس میں کارکردگی کا حساب لگایا جاتا ہے (مٹیریل ماس/کل ماس) × 100% (ضروری ≥90%)۔
کمپن تھکاوٹ ٹیسٹ: میش کو 100 گھنٹے تک ہلنے والے پلیٹ فارم (1500 آر پی ایم) پر نصب کیا جاتا ہے، یہ تار ٹوٹنے یا ڈھیلے ہونے کی جانچ پڑتال کرتا ہے۔
تیاری: اسکرین کے فریم کو صاف کیا جاتا ہے، اور ربڑ کی گسکیٹ (3-5 ملی میٹر موٹی) خلا کو سیل کرنے کے لیے فریم کی بڑھتی ہوئی سطح پر رکھی جاتی ہے۔
میش پوزیشننگ: تار کی جالی فریم پر فلیٹ رکھی گئی ہے، فیڈ/ڈسچارج کے اختتام کے ساتھ سیدھ کو یقینی بناتی ہے۔ بڑی اسکرینوں کے لیے، متعدد میش پینلز کو اوورلیپنگ کناروں (50-100 ملی میٹر) کے ساتھ جوڑا جاتا ہے اور کلیمپ کیا جاتا ہے۔
ٹھیک کرنا: میش کو بولٹ، کلپس، یا ویج بارز کا استعمال کرکے محفوظ کیا جاتا ہے:
بولٹ فکسنگ: M8–M12 بولٹ کنارے کے ساتھ 100–200 ملی میٹر کے فاصلے پر رکھے گئے ہیں، 30–50 N·m ٹارک پر سخت ہیں۔
ویج بارز: دھاتی پچروں کو فریم پر سلاٹوں میں چلایا جاتا ہے، فوری انسٹالیشن کے لیے میش کو کمپریس کرتے ہوئے (مائننگ اسکرینوں میں عام)۔
تناؤ ایڈجسٹمنٹ: جالی کو یکساں طور پر تناؤ دیا جاتا ہے (تناؤ 10–20 kN/m) ٹرن بکس یا ٹینشننگ بولٹ کا استعمال کرتے ہوئے کمپن کے دوران جھکنے کو روکنے کے لیے۔ ٹینشن میٹر کا استعمال کرتے ہوئے تناؤ کی تصدیق کی جاتی ہے۔
سگ ماہی اور جانچ: میش پینلز اور فریم کے درمیان خلا کو پولی یوریتھین فوم یا ربڑ کی پٹیوں سے بند کیا جاتا ہے۔ ایک ٹیسٹ رن (30 منٹ) کمپن سے پیدا ہونے والے شور، میش کی حرکت، یا مواد کے رساو کی جانچ کرنے کے لیے کیا جاتا ہے۔


