اس کاغذ میں کونی کرشرز کی مین شافٹ آستین کی تفصیلات دی گئی ہیں، ایک اہم جزو جو مین شافٹ اور سنکی اسمبلی کے درمیان واقع ہے۔ یہ بنیادی طور پر ریڈیل سپورٹ، رگڑ میں کمی، بوجھ کی تقسیم، اور چکنا برقرار رکھنے میں کام کرتا ہے۔ جزو آستین کے جسم، اندرونی بور، بیرونی سطح، چکنا چینلز، فلینج (کچھ ڈیزائنوں میں)، اور پہننے کے اشارے کے نالیوں پر مشتمل ہوتا ہے، ہر ایک مخصوص ساختی خصوصیات کے ساتھ۔ کانسی کے آستین کے جسم کے لئے معدنیات سے متعلق عمل کو تفصیل سے بیان کیا گیا ہے، بشمول مادی آئن (فاسفور کانسی)، پیٹرن بنانا، مولڈنگ، پگھلنا، ڈالنا، گرمی کا علاج، اور معائنہ۔ مشینی اور مینوفیکچرنگ کے عمل کو بھی بیان کیا گیا ہے، جس میں رف/ختم مشینی، سطح کا علاج، اور اسمبلی کی تیاری شامل ہے۔ مزید برآں، کوالٹی کنٹرول کے اقدامات کی وضاحت کی گئی ہے، جیسے مواد کی توثیق، جہتی درستگی کی جانچ، سطح کے معیار کا معائنہ، فنکشنل ٹیسٹنگ، اور لباس مزاحمت کی جانچ۔ یہ عمل اس بات کو یقینی بناتے ہیں کہ مین شافٹ آستین قابل بھروسہ مدد فراہم کرتی ہے اور رگڑ کو کم کرتی ہے، جس سے شنک کولہو کی کارکردگی اور بھاری بوجھ کے تحت سروس کی زندگی میں اضافہ ہوتا ہے۔
مخروط کولہو مین شافٹ آستین کے اجزاء کا تفصیلی تعارف
1. مین شافٹ آستین کا فنکشن اور کردار
مین شافٹ آستین (جسے مین شافٹ بشنگ بھی کہا جاتا ہے) کون کرشرز میں ایک اہم جزو ہے، جو مین شافٹ اور سنکی اسمبلی کے درمیان واقع ہوتا ہے۔ اس کے بنیادی افعال میں شامل ہیں:
ریڈیل سپورٹ: تیز رفتار گھومنے کے دوران مرکزی شافٹ کو مستحکم کرنا، ڈوبنے سے روکنے کے لیے سنکی آستین کے ساتھ مرتکز سیدھ کو یقینی بنانا۔
رگڑ میں کمی: گھومنے والے مین شافٹ اور سٹیشنری یا نیم سٹیشنری اجزاء کے درمیان لباس مزاحم انٹرفیس کے طور پر کام کرنا، دھات سے دھات کے رابطے کو کم سے کم کرنا۔
لوڈ کی تقسیم: کرشنگ کے دوران پیدا ہونے والی شعاعی قوتوں کو جذب کرنا، مرکزی شافٹ کو ضرورت سے زیادہ تناؤ اور قبل از وقت ناکامی سے بچانا۔
چکنا برقرار رکھنا: آستین اور شافٹ کے درمیان کلیئرنس میں چکنا کرنے والے مادوں پر مشتمل، ہموار آپریشن کے لیے ہائیڈرو ڈائنامک آئل فلم کو برقرار رکھنا۔
2. مین شافٹ آستین کی ساخت اور ساخت
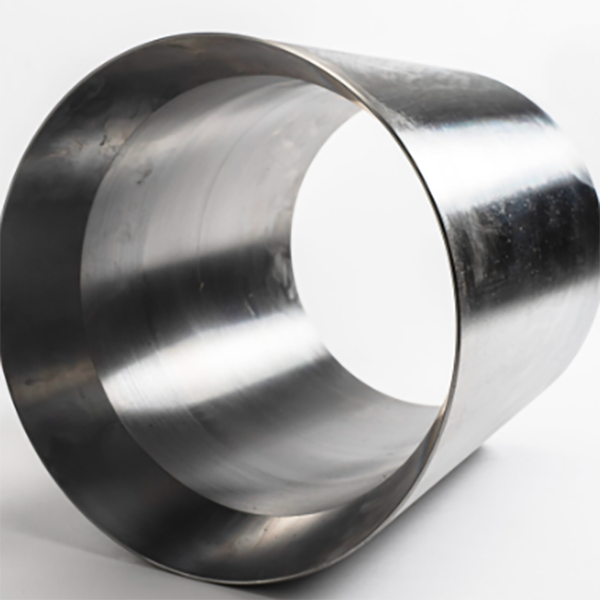
مین شافٹ آستین عام طور پر ایک بیلناکار یا ٹیپرڈ کھوکھلی جزو ہوتا ہے جس میں عین اندرونی اور بیرونی جہتیں ہوتی ہیں، جن پر مشتمل ہوتا ہے:
آستین کا جسم: بنیادی بیلناکار ڈھانچہ، عام طور پر اونچی طاقت والے کانسی (مثال کے طور پر، CuSn10Pb1) یا کھوٹ کے اسٹیل (42CrMo) سے بنا ہوتا ہے جس میں لباس مزاحم سطح ہوتی ہے۔ اس کی لمبائی اور موٹائی کولہو کے ماڈل کے لحاظ سے مختلف ہوتی ہے، مین شافٹ کے قطر اور بوجھ کی ضروریات سے مماثل ہوتی ہے۔
اندرونی بور: ایک درست مشینی مرکزی سوراخ جو مرکزی شافٹ کے اوپر ایک کنٹرولڈ کلیئرنس (0.1–0.3 ملی میٹر) کے ساتھ فٹ بیٹھتا ہے، جو چکنا کرنے والی فلم کو برقرار رکھتے ہوئے گردش کی اجازت دیتا ہے۔ چکنا کرنے والے مادوں کی تقسیم کو بڑھانے کے لیے بور میں سرپل نالیوں یا تیل کی جیبیں ہوسکتی ہیں۔
بیرونی سطح: سنکی آستین یا فریم میں مضبوطی سے فٹ ہونے کے لیے مشینی، اکثر ٹیپرڈ پروفائل (1:10 یا 1:20) کے ساتھ مداخلت کے لیے فٹ، بوجھ کے نیچے رشتہ دار حرکت کو روکتی ہے۔
چکنا کرنے والے چینلز: مرکزی پھسلن کے نظام سے اندرونی بور تک تیل پہنچانے کے لیے آستین کے ذریعے محوری یا شعاعی سوراخ کیے جاتے ہیں، جو شافٹ-آستین کے انٹرفیس پر مسلسل پھسلن کو یقینی بناتے ہیں۔
فلینج یا کالر (کچھ ڈیزائنوں میں): آستین کو محوری طور پر تلاش کرنے کے لیے ایک سرے پر ریڈیل پروجیکشن، آپریشن کے دوران محوری نقل مکانی کو روکتا ہے۔
انڈیکیٹر گرووز پہنیں۔: اندرونی بور پر اتھلے گھیرے ہوئے نالیوں کو بصری طور پر پہننے کی سطح کی نشاندہی ہوتی ہے — جب نالیوں کو ختم کر دیا جاتا ہے، آستین کو تبدیل کرنے کی ضرورت ہوتی ہے۔
3. آستین کے جسم کے لئے معدنیات سے متعلق عمل
کانسی کی آستین کے لیے (بہترین اینٹی رگڑ خصوصیات کی وجہ سے سب سے زیادہ عام)، کاسٹنگ کا عمل درج ذیل ہے:
مواد کا انتخاب: فاسفر کانسی (CuSn10Pb1) کو اس کی اعلی لباس مزاحمت، اچھی تھرمل چالکتا، اور اسٹیل شافٹ کے ساتھ مطابقت کے لیے ترجیح دی جاتی ہے۔ اس میں 10% ٹن (Sn)، 1% لیڈ (پی بی)، اور بہترین مشینی صلاحیت کے لیے بیلنس کاپر (کیو) ہوتا ہے۔
پیٹرن بنانا: آستین کی جیومیٹری کو نقل کرنے کے لیے دھات یا موم کا پیٹرن بنایا جاتا ہے، بشمول اندرونی بور، بیرونی سطح، اور چکنا کرنے والے چینلز۔ سرمایہ کاری کاسٹنگ کے لیے (پیچیدہ ڈیزائن کے لیے استعمال کیا جاتا ہے)، موم کے نمونوں کو اسپریو پر جمع کیا جاتا ہے۔
مولڈنگ:
ریت کاسٹنگ کے لیے: رال سے بندھے ہوئے ریت کے سانچے پیٹرن کے ارد گرد بنتے ہیں، جس میں اندرونی بور کی شکل ہوتی ہے۔
سرمایہ کاری کاسٹنگ کے لیے: موم کے نمونوں کو سیرامک سلوری کے ساتھ لیپت کیا جاتا ہے، ایک خول بنانے کے لیے خشک کیا جاتا ہے، پھر ایک کھوکھلا سیرامک مولڈ چھوڑنے کے لیے پگھلا کر باہر نکالا جاتا ہے۔
پگھلنا اور بہانا: کانسی کو انڈکشن فرنس میں 1080–1120 °C پر پگھلا دیا جاتا ہے۔ پگھلی ہوئی دھات کو کشش ثقل یا دباؤ کے تحت سانچے میں ڈالا جاتا ہے، جس سے پتلے حصوں (مثلاً، فلینج کناروں) کی مکمل بھرائی کو یقینی بنایا جاتا ہے۔
کولنگ اور شیک آؤٹ: کاسٹنگ کمرے کے درجہ حرارت پر ٹھنڈا ہو جاتا ہے، پھر اسے مولڈ سے ہٹا دیا جاتا ہے۔ باقی ریت کو ہٹانے کے لیے ریت کاسٹنگ شاٹ بلاسٹنگ سے گزرتی ہے۔ انویسٹمنٹ کاسٹنگ میں سیرامک شیلز کو کمپن یا واٹر جیٹ کے ذریعے ہٹا دیا جاتا ہے۔
گرمی کا علاج: کانسی کی بازوؤں کو 1-2 گھنٹے کے لیے 600–650°C پر اینیل کیا جاتا ہے، پھر اندرونی تناؤ کو دور کرنے اور مشینی صلاحیت کو بہتر بنانے کے لیے ایئر ٹھنڈا کیا جاتا ہے۔
معدنیات سے متعلق معائنہ: سطحی نقائص کے لیے بصری جانچ پڑتال (پوراسٹی، دراڑیں، یا نامکمل بھرنا)۔ الٹراسونک ٹیسٹنگ (UT) اندرونی خامیوں کا پتہ لگاتا ہے، اس بات کو یقینی بناتا ہے کہ بوجھ برداشت کرنے والے اہم علاقوں میں φ1 ملی میٹر سے بڑا کوئی نقص نہ ہو۔
4. مشینی اور مینوفیکچرنگ کا عمل
کھردرا مشینی:
بیرونی سطح اور فلینج (اگر موجود ہو) اضافی مواد کو ہٹانے کے لیے موڑ دیا جاتا ہے، جس سے 0.5-1 ملی میٹر فنشنگ الاؤنس رہ جاتا ہے۔
اندرونی بور کو کھردرا ڈرل کیا جاتا ہے اور اسے لگ بھگ سائز میں دوبارہ بنایا جاتا ہے، جس میں چکنا چینل کے سوراخوں کی ابتدائی مشینی ہوتی ہے۔
ختم مشینی:
اندرونی بور: رگڑ کو کم کرنے کے لیے Ra0.4–0.8 μm کی سطح کی کھردری کے ساتھ، آئی ٹی 6 رواداری حاصل کرنے کے لیے درستگی کا مظاہرہ کیا گیا۔ سرپل نالیوں (اگر ضرورت ہو) کو CNC لیتھ کا استعمال کرتے ہوئے گروونگ ٹول کے ساتھ کاٹا جاتا ہے، جس کی گہرائی اور پچ ±0.02 ملی میٹر تک کنٹرول ہوتی ہے۔
بیرونی سطح: IT7 رواداری کے ساتھ ٹیپرڈ یا بیلناکار پروفائل (ڈیزائن پر منحصر ہے) پر گراؤنڈ، سنکی آستین کے ساتھ سخت فٹ ہونے کو یقینی بناتا ہے۔ ٹاپرڈ سطحوں کی تصدیق ٹیپر گیج کے ذریعے کی جاتی ہے۔
چکنا کرنے والے چینلز: تیل کے بہاؤ میں رکاوٹ کو روکنے کے لیے کولہو کے پھسلن کے نظام کے ساتھ جڑنے کے لیے ڈرل اور ٹیپ کیا جاتا ہے۔
سطح کا علاج:
اندرونی بور کو ٹھوس چکنا کرنے والے مادے (مثلاً مولبڈینم ڈسلفائیڈ) کے ساتھ لیپت کیا جا سکتا ہے یا پہننے کی مزاحمت کو بڑھانے کے لیے سخت کروم (5–10 μm موٹی) کے ساتھ الیکٹروپلیٹ کیا جا سکتا ہے۔
گڑ کو ہٹانے اور ملاوٹ کے اجزاء کے ساتھ مناسب مداخلت کو یقینی بنانے کے لیے بیرونی سطح کو پالش کیا جاتا ہے۔
اسمبلی کی تیاری:
آستین کو گرم کیا جاتا ہے (200–300 ° C) تاکہ اس کے بیرونی قطر کو سنکی آستین میں پریس فٹ کرنے کے لیے بڑھایا جائے (سکیڑ فٹ)۔
ٹھنڈا ہونے کے بعد، مین شافٹ کے ساتھ اندرونی بور کی کلیئرنس کو فیلر گیجز کا استعمال کرتے ہوئے ماپا جاتا ہے تاکہ یہ یقینی بنایا جا سکے کہ یہ تصریحات (0.1–0.3 ملی میٹر) پر پورا اترتا ہے۔
5. کوالٹی کنٹرول کے عمل
مواد کی توثیق: سپیکٹرو میٹرک تجزیہ کانسی کی ساخت کی تصدیق کرتا ہے (کیو: 88–90%, Sn: 9–11%, پی بی: 0.5–1.5%)۔ سختی کی جانچ (80–100 ایچ بی ڈبلیو) یقینی بناتی ہے کہ مادی خصوصیات معیارات پر پورا اترتی ہیں۔
جہتی درستگی کی جانچ:
کوآرڈینیٹ میژرنگ مشین (سی ایم ایم) اندرونی بور کے قطر، بیرونی قطر، ٹیپر اینگل، اور نالی کے طول و عرض کی تصدیق کرتی ہے۔
اندرونی بور کی گول پن کو گول پن ٹیسٹر سے ماپا جاتا ہے، جس کے لیے ≤0.005 ملی میٹر انحراف کی ضرورت ہوتی ہے۔
سطح کے معیار کا معائنہ:
را ≤0.8 μm کو یقینی بناتے ہوئے اندرونی بور کی سطح کی کھردری کو پروفائلومیٹر سے چیک کیا جاتا ہے۔
بصری اور ڈائی پینیٹرینٹ ٹیسٹنگ (ڈی پی ٹی) اہم سطحوں پر دراڑوں یا خروںچوں کا پتہ لگاتا ہے۔
فنکشنل ٹیسٹنگ:
کلیئرنس کی توثیق: آستین کو ٹیسٹ شافٹ پر آزمائشی طور پر لگایا گیا ہے تاکہ ڈیزائن کی حد میں ریڈیل کلیئرنس کی تصدیق کی جا سکے۔
چکنا بہاؤ ٹیسٹ: تیل کو چینلز کے ذریعے پمپ کیا جاتا ہے تاکہ اندرونی بور کے نالیوں میں بلا روک ٹوک بہاؤ یقینی بنایا جا سکے۔
مزاحمت کی جانچ پہنیں۔:
ایک نمونہ آستین نقلی بوجھ اور رفتار کے حالات کے تحت پہننے کی تیز رفتار جانچ سے گزرتی ہے، پہننے کی شرح ≤0.01 ملی میٹر/100 گھنٹے کی تصدیق کرتی ہے۔
مین شافٹ آستین کی عین مطابق مینوفیکچرنگ اور سخت کوالٹی کنٹرول اس بات کو یقینی بناتا ہے کہ یہ قابل اعتماد سپورٹ اور رگڑ میں کمی فراہم کرتا ہے، جو کہ کونک کولہو کی کارکردگی اور بھاری کرشنگ بوجھ کے تحت سروس لائف میں براہ راست حصہ ڈالتا ہے۔