اس مضمون میں بال مل بیئرنگ بلاکس کی تفصیل دی گئی ہے، جو ریڈیل/محوری بوجھ برداشت کرتے ہیں، شافٹ کے استحکام کو یقینی بناتے ہیں، اور ایچ ٹی 300، QT450-10، یا Q355B جیسے فیچر میٹریلز۔ اس میں کاسٹ (مولڈنگ، پوئرنگ، ایجنگ، مشیننگ) اور ویلڈڈ (بلینکنگ، ویلڈنگ، مشیننگ) اقسام کے لیے مینوفیکچرنگ کے عمل کا احاطہ کیا گیا ہے، نیز مکمل عمل کے معائنے (خام مال، خالی جگہ، اندرون عمل، حتمی مصنوعات) جہتی درستگی، طاقت، اور وشوسنییتا کی ضمانت کے لیے، بھاری بھرکم، مسلسل آپریشن کی ضروریات کو پورا کرنا۔
بال مل بیئرنگ بلاکس اور ان کی تیاری اور معائنہ کے عمل کا تفصیلی تعارف
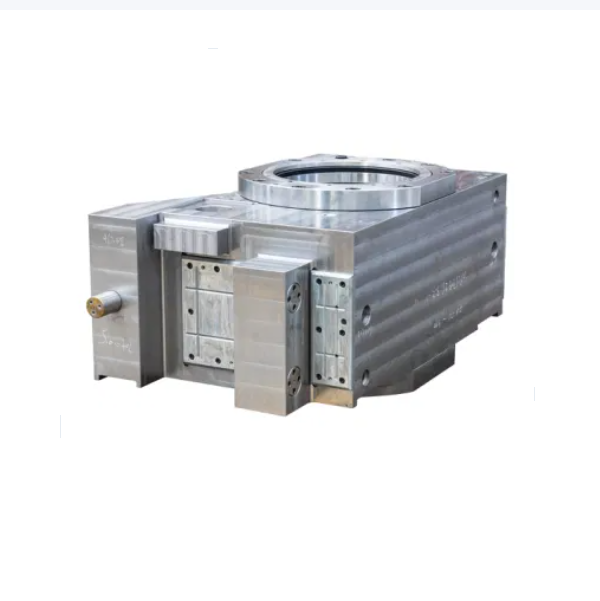
I. بال مل بیئرنگ بلاکس کا جائزہ اور ساختی خصوصیات
بال مل بیئرنگ بلاک ایک بنیادی جزو ہے جو مل سلنڈر کی گردش کو سپورٹ کرتا ہے۔ اس کا بنیادی کام کرنا ہے۔ بیئرنگ کو ٹھیک کریں، سلنڈر اور اندرونی مواد سے ریڈیل اور محوری بوجھ کو برداشت کریں، اور شافٹ سسٹم کی مستحکم گردش کو یقینی بنائیں (کھوکھلی شافٹ). اس کی کارکردگی بال مل کی آپریٹنگ درستگی، استحکام اور سروس لائف کو براہ راست متاثر کرتی ہے۔
بنیادی افعال:
لوڈ بیئرنگ: سلنڈر، پیسنے والے میڈیا، اور مواد (دسیوں یا سینکڑوں ٹن تک) کے کل وزن کو برقرار رکھتا ہے اور گردش کے دوران اثرات کے بوجھ کو جذب کرتا ہے۔
پوزیشننگ: بیئرنگ کے ساتھ تعاون کے ذریعے کھوکھلی شافٹ کی ہم آہنگی اور گردش کی درستگی کو یقینی بناتا ہے۔
سگ ماہی اور چکنا: بیرنگ کے لئے چکنا فراہم کرنے اور دھول اور کولنٹ کے داخلے کو روکنے کے لئے چکنا کرنے والے چینلز اور سیلنگ ڈھانچے کو مربوط کرتا ہے۔
ساختی خصوصیات:
مواد: چھوٹے اور درمیانے درجے کی بال ملیں عام طور پر استعمال کرتی ہیں۔ گرے کاسٹ آئرن (ایچ ٹی 300) (بہترین castability اور جھٹکا جذب)؛ بڑی یا ہیوی ڈیوٹی ملیں اپناتی ہیں۔ لچکدار آئرن (QT450-10) یا ویلڈیڈ ساختی سٹیل (Q355B) (اعلی طاقت)
ساختی اقسام: انٹیگرل (چھوٹے سے درمیانے سائز کے) اور تقسیم (بڑے سائز کے، آسان تنصیب اور دیکھ بھال کے لیے)۔ ان میں عام طور پر بیئرنگ ماؤنٹنگ ہولز (بیرنگ بیرونی انگوٹھیوں کے ساتھ انٹرفیس فٹ)، تلاش کرنے والے سپیگٹس، بولٹ ہولز، چکنا سوراخ اور کولنگ پن شامل ہوتے ہیں۔
II بال مل بیئرنگ بلاکس کی تیاری کا عمل
مواد کی بنیاد پر، مینوفیکچرنگ کے عمل میں تقسیم کیا جاتا ہے کاسٹنگ (کاسٹ آئرن بیئرنگ بلاکس کے لیے) اور ویلڈنگ (اسٹیل بیئرنگ بلاکس کے لیے)مندرجہ ذیل بنیادی طریقہ کار کے ساتھ:
(A) کاسٹ بیئرنگ بلاکس (مثال کے طور پر ایچ ٹی 300)
مولڈ ڈیزائن اور کور بنانا
ریت کے سانچے (لکڑی یا رال) 3D ماڈلز کی بنیاد پر بنائے جاتے ہیں، جن کا مشینی الاؤنس 3-5mm ہوتا ہے۔ رائزرز سکڑنے والی گہاوں سے بچنے کے لیے بنائے گئے ہیں۔
جہتی درستگی کو یقینی بنانے کے لیے نازک علاقے (مثلاً بیئرنگ ہولز) کولڈ باکس کور بنانے کا استعمال کرتے ہیں۔
پگھلنا اور بہانا
پگھلے ہوئے لوہے کی ساخت کنٹرول: C 3.2-3.6%، سی 1.8-2.2%، Mn 0.8-1.2%، S≤0.12%، P≤0.15%؛
تناؤ کے ارتکاز کو کم کرنے اور کاسٹنگ کثافت کو یقینی بنانے کے لیے سٹیپ پوورنگ کا استعمال کرتے ہوئے 1380-1450℃ پر ڈالنا۔
عمر بڑھنے کا علاج
معدنیات سے متعلق دباؤ کو ختم کرنے اور بعد میں مشینی خرابی کو روکنے کے لیے کاسٹنگز 2-4 ہفتوں تک قدرتی عمر سے گزرتی ہیں (یا مصنوعی عمر: 200-250℃ 8h)۔
کھردرا مشینی
CNC لیتھز یا بورنگ مشینیں بیئرنگ ہولز پر عمل کرتی ہیں (2-3mm فنشنگ الاؤنس چھوڑ کر)، سرے کے چہرے، اور spigots کا پتہ لگاتی ہیں، ڈیٹم سطحوں کے چپٹے پن کو یقینی بناتی ہیں ≤0.1mm/100mm۔
سیمی فنشنگ اور سیکنڈری ایجنگ
1-1.5 ملی میٹر پیسنے کا الاؤنس چھوڑ کر بیرونی حلقوں اور آخری چہروں کو موڑنا ختم کریں۔
طول و عرض کو مزید مستحکم کرنے کے لیے سیکنڈری ایجنگ (4h کے لیے 180-220℃)۔
ختم مشینی
سی این سی بورنگ مشینیں ختم-بور بیئرنگ ہولز: ٹالرینس گریڈ آئی ٹی 6، سطح کی کھردری را≤1.6μm، گول پن ≤0.01mm، سلنڈریٹی ≤0.015mm/100mm؛
سرفیس گرائنڈر مشین سپیگوٹ اینڈ چہروں کا پتہ لگاتی ہے: چپٹا پن ≤0.03mm/100mm، بیئرنگ ہول ایکسس پر کھڑا ہونا ≤0.02mm/100mm؛
پھسلن کے سوراخوں اور کنیکٹنگ ہولز کو ڈرلنگ اور ٹیپ کرنا: تھریڈ کی درستگی 6H، ہول پوزیشن ٹولرنس ±0.1mm۔
(B) ویلڈڈ بیئرنگ بلاکس (مثال کے طور پر Q355B)
خالی کرنا اور تشکیل دینا
خالی کرنے کے لئے CNC کاٹنا (پلیٹ کی موٹائی ≥20mm)۔ بوجھ برداشت کرنے کی طاقت کو بڑھانے کے لیے بیئرنگ ہول والے حصوں کو جعلی اسٹیل فلینجز (20# اسٹیل) کے ساتھ جوڑا جاتا ہے۔
ویلڈنگ کا عمل
ویلڈنگ کا طریقہ: ڈوبی ہوئی آرک ویلڈنگ یا گیس میٹل آرک ویلڈنگ، V کے سائز کے ویلڈ گرووز (60° زاویہ) کے ساتھ؛
ویلڈنگ کی ترتیب: پہلے کم تناؤ والے علاقوں کو ویلڈ کریں، پھر مین ویلڈز، پرتوں والی ویلڈنگ کا استعمال کرتے ہوئے (ہر پرت ≤5 ملی میٹر موٹائی)۔ تناؤ کو دور کرنے کے لیے ویلڈ کے بعد ہتھوڑا لگانا؛
ویلڈ کے بعد کا علاج: ویلڈنگ کے تناؤ کو ختم کرنے کے لیے 300℃ پر 6 گھنٹے کے لیے تناؤ سے نجات کی اینیلنگ (کریکنگ کو روکنا)۔
مشینی
کاسٹ بیئرنگ بلاکس کی طرح کھردری مشینی، سیکنڈری ایجنگ، اور فنش مشیننگ کے مراحل کی پیروی کرتا ہے، لیکن ویلڈڈ سطحوں کو پہلے فلیٹ ملنا چاہیے (سطح کی کھردری را≤12.5μm)۔
III بال مل بیئرنگ بلاکس کے معائنہ کا عمل
جہتی درستگی، مکینیکل خصوصیات، اور آپریشنل وشوسنییتا کو یقینی بنانے کے لیے معائنہ پورے پیداواری عمل کا احاطہ کرتا ہے:
(A) خام مال اور خالی معائنہ
مواد کا معائنہ:
کاسٹ آئرن پرزے: کیمیائی ساخت کی تصدیق کے لیے سپیکٹرل تجزیہ (مثال کے طور پر ایچ ٹی 300 میں C اور سی مواد) اور تناؤ کی طاقت ≥300MPa کی جانچ کے لیے ٹینسائل ٹیسٹنگ؛
ویلڈڈ حصے: سٹیل پلیٹ سرٹیفکیٹ کی تصدیق کریں؛ جعلی فلینجز UT معائنہ سے گزرتے ہیں (جے بی/T 5000.15 کلاس II کے مطابق)۔
خالی خرابی کا معائنہ:
کاسٹ پارٹس: ایم ٹی معائنہ (سطح پر کوئی شگاف یا سکڑاؤ نہیں)، بیئرنگ ہولز پر فوکس کے ساتھ (کوئی سوراخ نہیں ≥φ3mm)؛
ویلڈڈ پارٹس: ویلڈز کے لیے 100% UT معائنہ (کوئی نامکمل فیوژن یا سلیگ شامل نہیں) اور ایم ٹی معائنہ (سطح پر کوئی دراڑ نہیں)۔
(B) عمل میں معائنہ (کلیدی نوڈس)
کسی نہ کسی طرح مشینی کے بعد:
ورنیئر کیلیپرز یا سی ایم ایم کا استعمال کرتے ہوئے بیئرنگ ہول کا قطر (یکساں الاؤنس) اور سپیگٹ قطر (رواداری ±0.5 ملی میٹر) چیک کریں۔
گرمی کے علاج کے بعد:
سختی کی جانچ: کاسٹ آئرن (180-240HBW) اور اینیلڈ ویلڈڈ پارٹس (≤220HBW) کے لئے برینل سختی ٹیسٹر۔
ختم مشین کے بعد:
جہتی درستگی: سی ایم ایم بیئرنگ ہول ڈائی میٹر (آئی ٹی 6 رواداری)، گول پن (≤0.008mm)، اور سلنڈریٹی (≤0.01mm/100mm) کی پیمائش کرتا ہے۔
جیومیٹرک رواداری: ڈائل اشارے بیئرنگ ہول ایکسس (≤0.02mm/100mm) پر سپیگٹ اینڈ کے چہرے کے کھڑے ہونے کی جانچ کرتا ہے؛
سطح کا معیار: پروفائلومیٹر بیئرنگ ہول کی کھردری کی تصدیق کرتا ہے (را≤1.6μm)؛ کوئی خروںچ یا burrs کے لئے بصری معائنہ.
(C) حتمی مصنوعات کا معائنہ
اسمبلی مطابقت کا معائنہ:
بیئرنگ-بور فٹ: فیلر گیج مداخلت کی جانچ کرتا ہے (عام طور پر 0.01-0.03 ملی میٹر مستحکم بیئرنگ بیرونی رنگ کو یقینی بنانے کے لیے)؛
بولٹ ہول کی پوزیشن: گیج لوکیٹنگ سپیگٹ (≤0.1mm) کے ساتھ جڑے ہوئے سوراخوں کی ہم آہنگی کی تصدیق کرتا ہے۔
دباؤ اور سگ ماہی کا معائنہ:
چکنا ہول پریشر ٹیسٹ: 30s کے لیے 0.5MPa کمپریسڈ ہوا، صابن کے محلول کے ساتھ بغیر رساو کی جانچ کرنا۔
مجموعی طور پر سیلنگ: نقلی بیئرنگ اسمبلی، آئل فلنگ (بیرنگ ہول کے 1/2 حصے تک)، 10 منٹ کی گردش، اور بغیر رساو کے معائنہ۔
ظاہری شکل کا معائنہ:
سطح کی پینٹنگ (پرائمر + ٹاپ کوٹ، کل موٹائی 60-80μm) بغیر کسی رن یا چھیل کے؛ واضح نشانات (ماڈل، مواد)۔
چہارم خلاصہ
بال مل بیئرنگ بلاکس کی تیاری میں توازن کی طاقت اور درستگی کی ضرورت ہوتی ہے۔ معدنیات سے متعلق عمل جھٹکا جذب کرنے کو ترجیح دیتے ہیں، جبکہ ویلڈنگ کے عمل بھاری بوجھ کی صلاحیت پر توجہ مرکوز کرتے ہیں۔ سخت معائنہ (خاص طور پر جہتی درستگی اور خرابی پر قابو پانے کے لیے) بوجھ برداشت کرنے کی صلاحیت اور سروس لائف کو یقینی بنانے کے لیے اہم ہے۔ عملی طور پر، عمل کے پیرامیٹرز کو مل کی وضاحتوں کی بنیاد پر ایڈجسٹ کیا جاتا ہے (مثلاً، ملز کے لیے بیئرنگ ہولز کی دیوار کی موٹائی ≥50mm ≥φ3m) ہیوی ڈیوٹی، مسلسل آپریشن کی ضروریات کو پورا کرنے کے لیے